


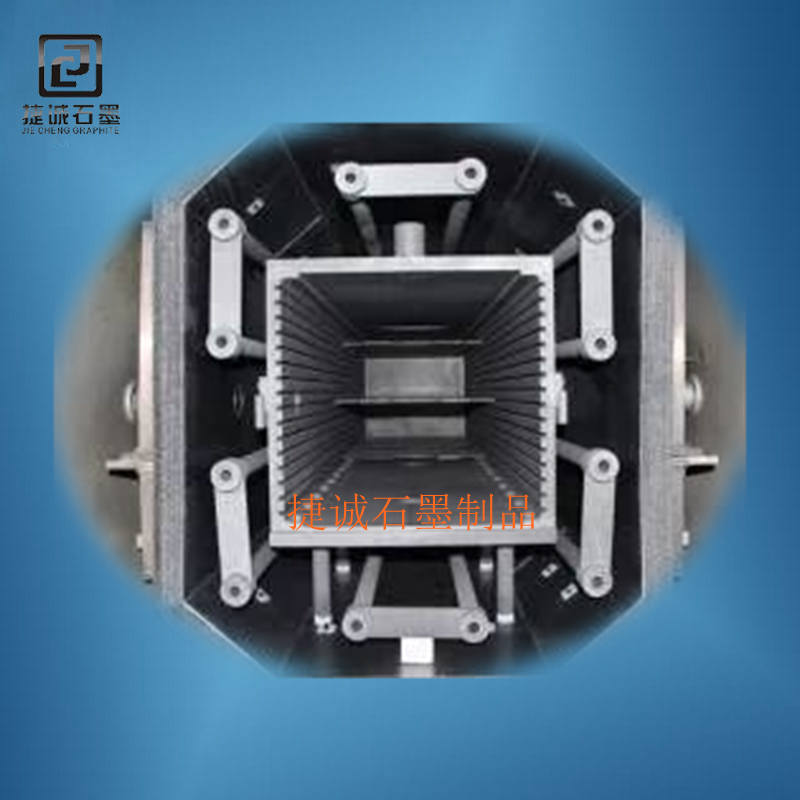
真空炉石墨发热元件,真空炉石墨件加工,真空炉石墨件,真空炉石墨配件,真空炉石墨连接片,真空炉石墨风管,真空炉石墨连接片加工,真空炉石墨配件生产厂家,真空炉石墨件加工厂
真空炉石墨发热元件的加工适应性需归纳考虑材料特性、加工工艺、成型精度、表面质量及经济性等多个维度,以下是详细剖析结构及要害方针:
一、材料特性对加工的影响
硬度与脆性
石墨硬度:1-2HB(莫氏硬度),远低于金属(如钢6-7HB),加工时刀具磨损小,但需防止因脆性导致的崩边或裂纹。
点评方法:通过显微硬度计查验材料硬度,结合三点弯曲试验点评抗裂性。
各向异性
石墨为层状结构,沿层理方向(a轴)与垂直方向(c轴)的力学性能差异明显(如弹性模量差3-5倍),需优化加工方向。
点评方法:选用超声波检测或X射线衍射剖析材料取向,拟定定向加工计划。
二、加工工艺适应性
机械加工
切削参数:石墨易切削,引荐切削速度1000-3000m/min(金属的2-3倍),进给量0.05-0.2mm/rev,需运用金刚石或硬质合金刀具。
点评方针:加工功率(单位时刻材料去除量)、刀具寿数(接连加工长度)、表面粗糙度(Ra≤1.6μm)。
成型工艺
等静压成型:适用于杂乱形状(如螺旋状发热体),密度均匀性过失≤1%。
CNC雕刻:可结束高精度异形结构(如U型、波浪形),加工精度±0.05mm。
点评方法:通过CT扫描检测内部缺点,三坐标测量机(CMM)验证标准精度。
表面处理
研磨抛光:可下降表面粗糙度至Ra≤0.4μm,减少热辐射不均。
涂层技术:CVD堆积SiC涂层(厚度5-20μm),行进抗氧化性(1600℃下寿数延伸2倍)。
点评方针:涂层附着力(划痕法查验≥15N)、孔隙率(金相法≤0.5%)。
三、精度与共同性要求
标准精度
要害标准(如直径、螺距)需满足±0.02mm,形位公差(如直线度、平行度)≤0.03mm。
点评方法:运用激光干涉仪或形象测量仪进行全标准检测。
电阻共同性
同一批次元件电阻过失需≤5%,保证加热均匀性。
点评方法:选用四线法查验电阻,核算均值与标准差。
四、经济性与功率
材料利用率
等静压成型材料利用率可达85%以上,CNC雕刻因切削量大,利用率约60-70%。
点评方法:核算单件元件材料消耗量与废料率。
加工周期
简略形状(如直棒)加工周期≤2小时,杂乱结构(如多孔螺旋体)需8-12小时。
点评方法:记载从毛坯到制品的总工时。
本钱剖析
材料本钱占比约40%,加工本钱(刀具、设备折旧)占30%,表面处理占20%。
优化方向:选用模压成型代替部分CNC加工,可下降总本钱15-20%。
五、典型事例与数据参看
事例1:某真空炉制造商通过优化CNC加工参数(切削速度2500m/min,进给量0.1mm/rev),将U型发热体加工时刻从15小时缩短至8小时,表面粗糙度从Ra 3.2μm降至0.8μm。
事例2:选用等静压成型+CVD涂层工艺,出产的多孔石墨发热体在1800℃下接连作业1000小时,电阻改变率<2%,寿数较传统工艺行进3倍。
六、总结与建议
加工适应性分级
优:等静压成型+CNC雕刻+CVD涂层(适用于高端真空炉)。
良:模压成型+研磨抛光(适用于中低端商场)。
差:手工雕刻+无涂层(仅限原型开发)。
要害点评方针优先级
精度与共同性(权重40%)> 加工功率(30%)> 本钱(20%)> 表面质量(10%)。
技术改进方向
开发石墨/陶瓷复合材料,行进高温强度;引进AI算法优化切削途径,减少材料糟蹋。
通过以上多维度的点评,可体系性地判断石墨发热元件的加工适应性,为工艺优化和产品迭代供给数据支撑。

-
真空炉石墨连接片,真空炉石墨件,真空炉石墨发热元件,真空炉石墨配件加工,真空炉石墨配件,真空炉石墨件加工,真空炉石墨件石墨连接片,真空炉石墨件加工厂,真空炉石墨件生产厂家
-
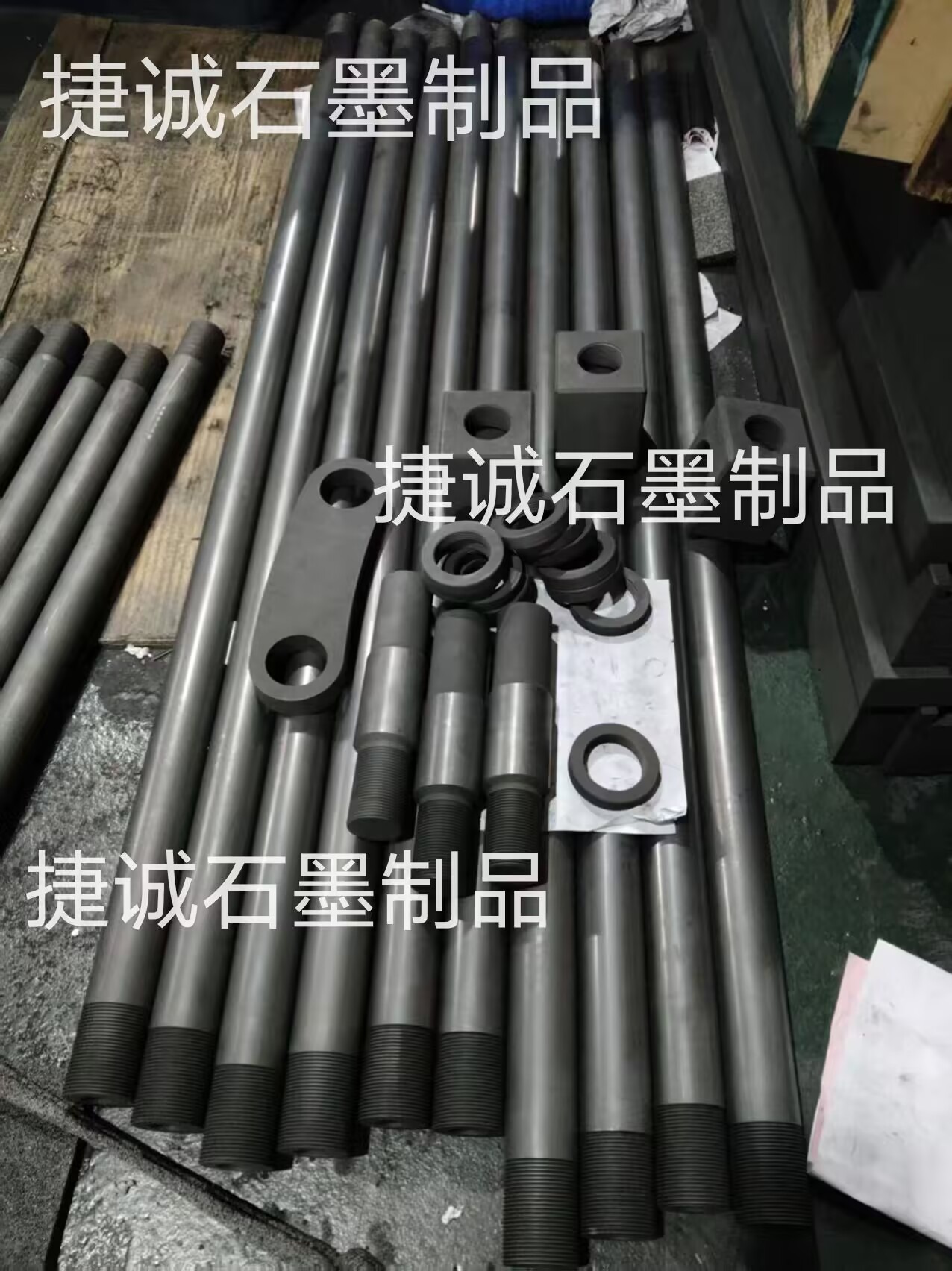
真空炉石墨发热元件,真空炉石墨导电杆,真空炉石墨连接片,真空炉石墨风管,真空炉石墨件,真空炉石墨配件,真空炉石墨件石墨加热棒,真空炉石墨配件加工,真空炉石墨件生产厂家
-
真空炉石墨螺母,真空炉石墨发热元件,真空炉石墨件石墨螺母,真空炉石墨配件,真空炉石墨件,真空炉石墨制品,真空炉石墨件加工,真空炉石墨配件生产厂家,真空炉石墨件加工厂
-
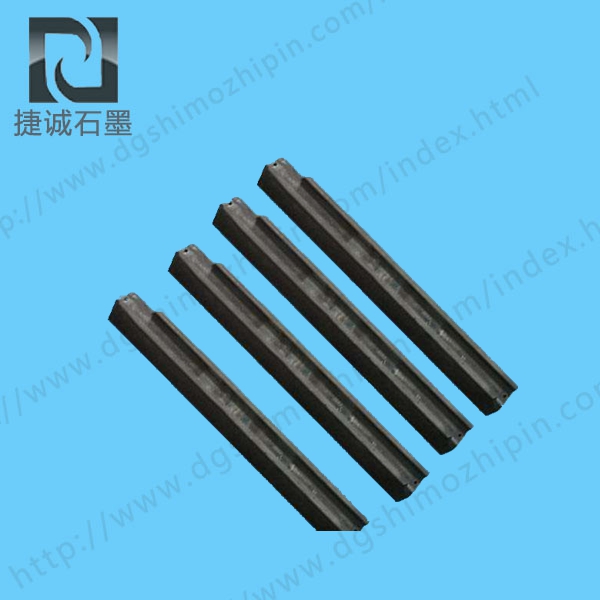
真空炉石墨横梁,真空炉石墨发热元件,真空炉石墨配件,真空炉石墨件加工,真空炉石墨件石墨加热棒,真空炉石墨连接片,真空炉石墨风管,真空炉石墨连接片加工,真空炉石墨配件生产厂家,真空炉石墨件加工厂
-
真空炉石墨炉床板,真空炉石墨配件,真空炉石墨炉床板加工,真空炉石墨件加工,真空炉石墨件石墨炉床板,真空炉石墨件,真空炉石墨配件加工厂,真空炉石墨件生产厂家