


V型石墨舟皿,石墨舟皿,U型石墨舟皿,石墨舟皿加工,高强度石墨方舟,高纯石墨舟皿,高纯度石墨方舟,高温烧结石墨舟皿,V型石墨舟皿生产厂家
V型石墨舟皿与U型石墨舟皿在结构规划、工艺适配性及功用体现上存在明显差异,具体分析如下:
一、结构规划差异
卡槽深度与几何形状
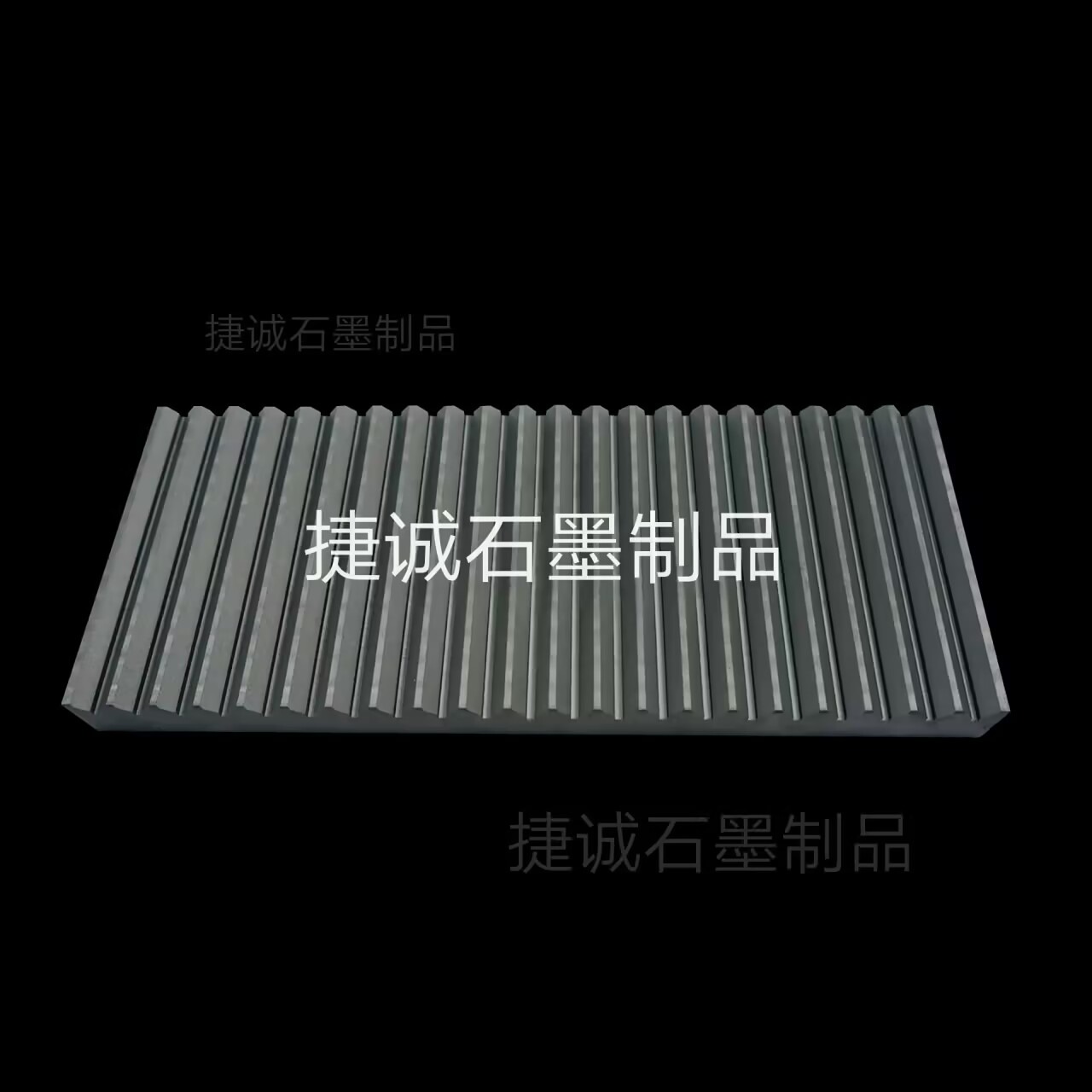
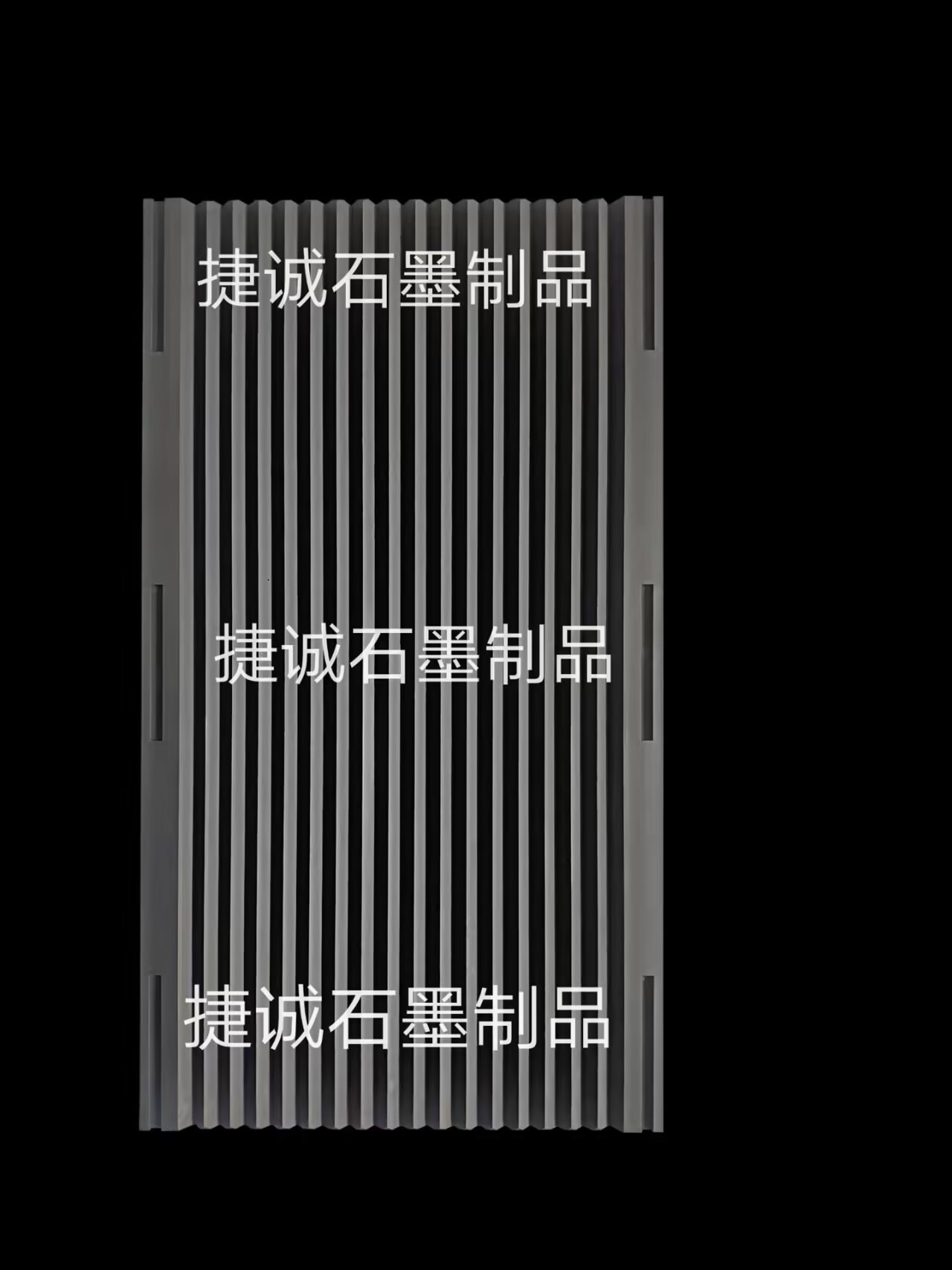
V型石墨舟皿:卡槽呈V型,深度较浅,一般为U型卡槽深度的约60%(即U型卡槽深度是V型的1.7倍)。这种规划削减了材料在高温下的暴露面积,下降了烧焦危险。
U型石墨舟皿:卡槽呈U型,深度较大,适宜承载较厚或圆柱形产品,但槽内气体活动途径较长,易导致部分积碳。
支撑与限位机制
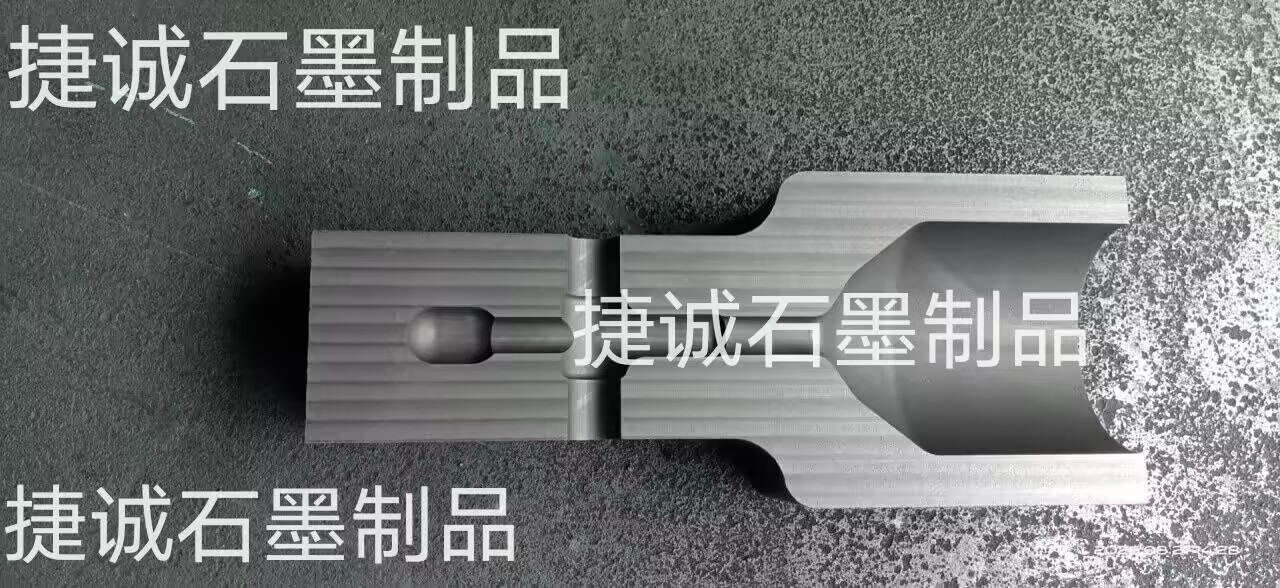
V型石墨舟皿:经过斜面限位完毕产品轴心精准定位,轴心差错≤0.01mm,适用于硬质合金段差圆棒/管等对同心度要求高的场景。
U型石墨舟皿:依托槽底平面支撑,对异形件适配性较差,易因产品滑动导致轴心偏移。
排气与气体流转
V型石墨舟皿:槽面设有排气通槽,引导脱胶气体沿预定途径逸出,消除部分气压过高导致的胶体残留。例如,在硬质合金长条薄片烧结中,排气通槽使温差不坚决≤3℃,翘曲变形率降至0.5%以下。
U型石墨舟皿:槽底一般为关闭规划,气体流转依托槽口天然松懈,易导致气体停留区,添加烧焦危险。
二、工艺适配性比照
烧结工艺
V型石墨舟皿:
硬质合金烧结:经过V型槽限位和氮化硼涂料层(厚度≥0.18mm),阻断碳渗透,防止硬质合金渗碳导致的硬度下降(渗碳层硬度下降约15%-20%)。
异形件处理:经过替换不同规范石墨片,可烧结最小截面5mm×5mm的异形件,无需替换舟皿本体,下降加工本钱40%。
U型石墨舟皿:
圆柱形产品烧结:适宜承载直径均匀的圆柱形产品,如钕铁硼磁体,但需额定规划防滑结构以防止产品移动。
厚件烧结:深槽结构可承载厚度较大的产品,但需延伸脱胶时间以防止气体停留。
镀膜工艺
V型石墨舟皿:在太阳能电池片PECVD工艺中,V型槽使表面温差<±2℃,碎片率从0.5%降至0.02%,单线日产能打破7000片。
U型石墨舟皿:槽内气体活动不均易导致镀膜厚度不坚决,需经过优化槽底开孔规划改善,但会添加工艺复杂度。
三、功用体现与本钱效益
烧焦与积碳操控
V型石墨舟皿:卡槽深度浅且气体流转途径短,烧焦危险明显低于U型。例如,在氢气脱胶工艺中,V型槽规划可使胶体残留率从15%降至2%以下。
U型石墨舟皿:深槽结构易构成气体停留区,需经过添加槽底开孔或优化气体流速操控烧焦,但会添加设备本钱。
使用寿命与保护本钱
V型石墨舟皿:棱角保护槽将产品与锐边触摸转为平面触摸,边角破损率从5.2%降至0.8%,舟皿破损率下降40%,使用寿命延伸30%以上。
U型石墨舟皿:槽底易因气体冲刷或产品滑动导致磨损,需守时修正或替换,保护本钱较高。
空间利用率与装载量
V型石墨舟皿:底面Λ形通槽规划使叠放时上层舟皿的支撑凸起落入下层通槽内,削减笔直方向空间占用,装载量提高25%以上,一起下降石墨材料耗费约15%-20%。
U型石墨舟皿:叠放时需预留较大空位以防止干与,空间利用率较低。
-
高压电缆热缩焊接模具,接地棒电缆放热焊接模具,防雷接地专用放热焊接模具 ,热熔焊接石墨模具厂家 ,防雷接地放热焊接石墨模具 ,放热焊接模具防雷接地夹具,放热焊石墨模具
-
石墨模具,高纯石墨模具,烧结石墨模具,封装石墨模具,电子烧结石墨模具,石墨夹具,石墨模具加工厂,石墨模具加工,石墨治具,石墨夹具,石墨模具生产厂家,石墨模具加工厂
-
V型槽,V型石墨舟皿,金属冶炼金银铸造熔金石墨舟皿熔炉,供应烧结炉槽型石墨舟皿 ,硬质合金烧结炉石墨载具,EK2230石墨舟皿,金属冶炼用v型石墨舟皿,石墨舟皿加工,石墨模具加工
-

石墨模具,石墨治具,石墨模具加工,VC石墨模具,VC烧结石墨模具,散热石墨模具,石墨模具加工,VC散热石墨模具,石墨模具加工厂,高纯石墨模具,石墨模具加工厂
-
硬质合金烧结v型槽,冶炼用抗氧化石墨槽舟,罗兰石墨2160石墨舟皿,高纯度石墨方舟,高纯烧结石墨制品,硬质合金石墨舟皿加工,冶炼用抗氧化石墨槽舟,v型双向斜槽石墨舟皿,V型石墨舟皿加工
-
石墨模具,石墨治具,石墨模具加工,VC石墨模具,VC烧结石墨模具,散热石墨模具,石墨模具加工,VC散热石墨模具,石墨模具加工厂,高纯石墨模具,石墨模具加工厂