


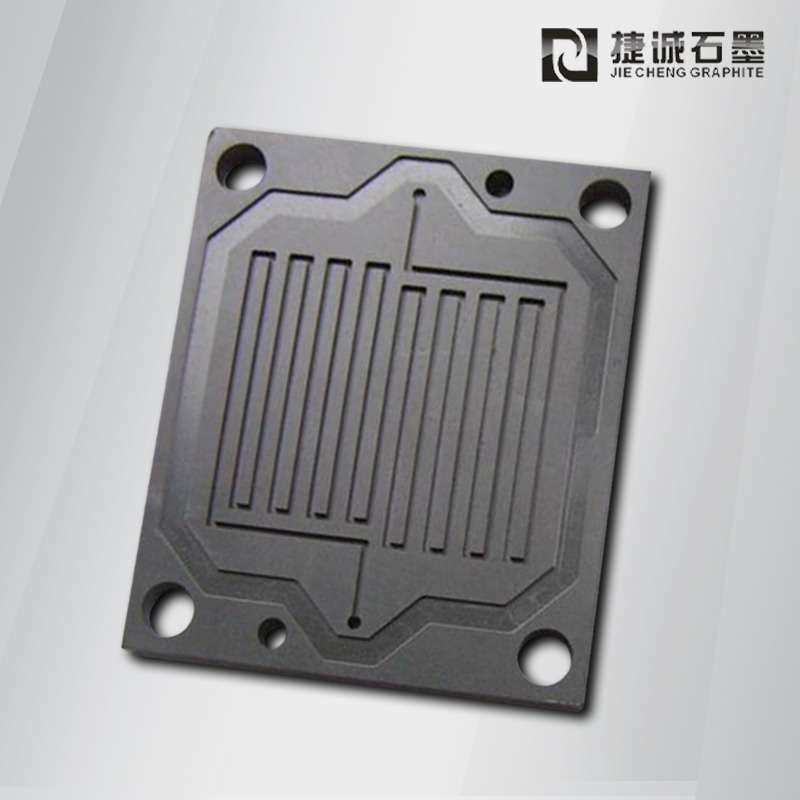
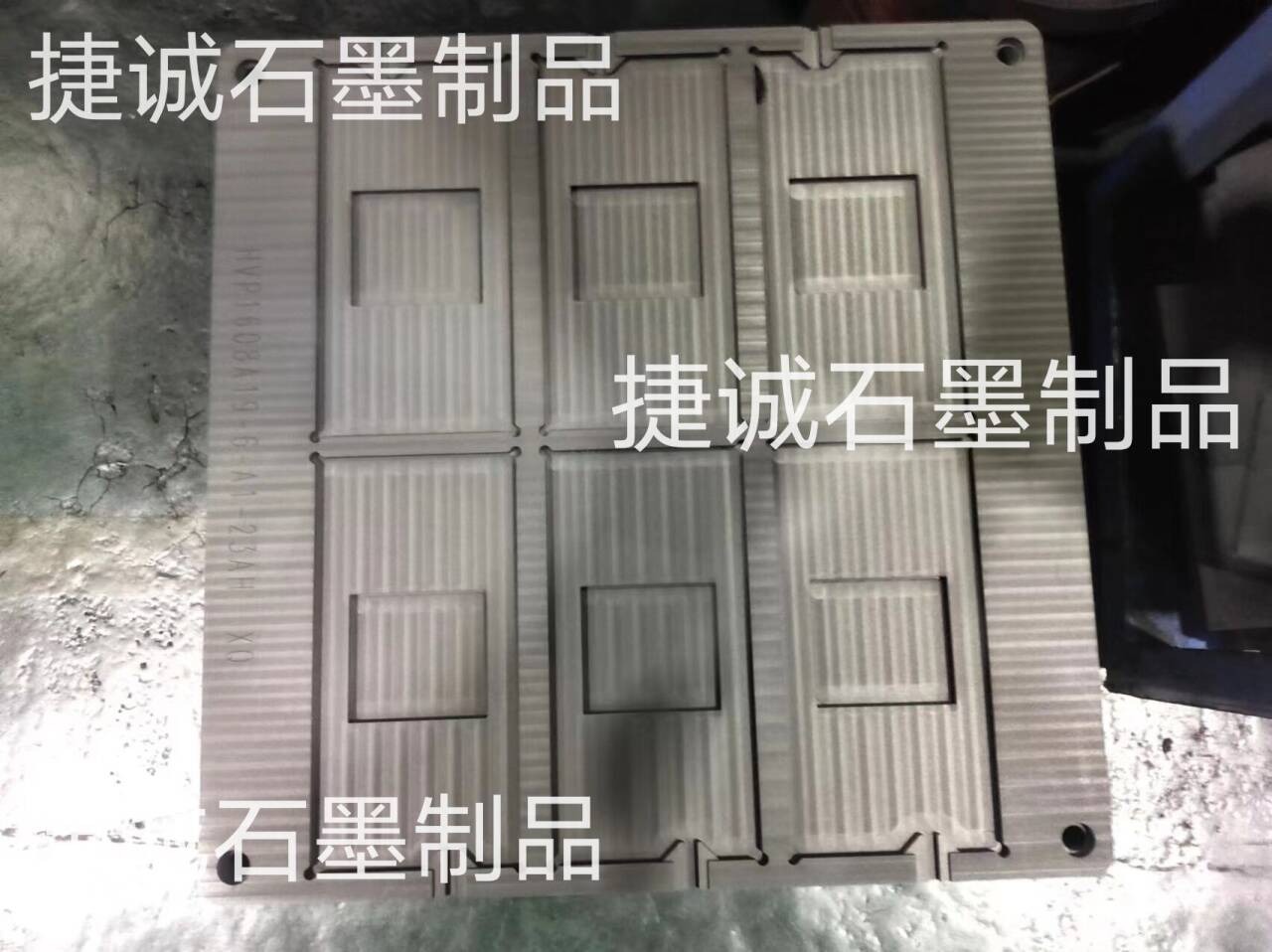
液冷板石墨模具,石墨治具,石墨模具,石墨模具加工厂,水冷板石墨模具,液冷板钎焊石墨模具,水冷板钎焊石墨模具,石墨模具,石墨模具加工,石墨模具生产厂家
液冷板石墨模具数控粗加工的操作流程如下:
规划加工程序:根据产品图纸和加工要求编写加工程序,保证加工途径和参数符合规划需求。
选择刀具:选用金刚石涂层硬质合金刀具,直径6-12mm,以习惯石墨资料的硬度和加工特性,保证切削效率和刀具寿数。
石墨定位与夹紧:将石墨放置在加工中心的定位作业台上,运用夹具夹紧,保证工件安定,防止加工过程中出现位移。
程序调试:在计算机控制下运行加工程序,调试加工参数,如切削速度、进给速度等,保证加工质量和设备运行稳定。
粗加工:
切削参数:主轴转速8000-12000rpm,进给速度800-1200mm/min,切削深度≤2mm。
加工策略:采用分层切削,每刀深度≤2mm,经过途径优化削减刀具空行程,控制尺度公役在±0.1mm以内。
刀具途径:优先加工形状简略、精度较低的部位,再处理复杂区域,防止切削至出口时工件边际崩缺。
尺度初检:加工完成后进行尺度初检,保证加工余量符合后续精加工要求,及时发现并批改尺度误差。
收尾作业:
清理机床:清除机床内的石墨粉尘和残渣,保持设备清洁。
东西偿还:将运用的刀具、夹具等东西归位,便利下次运用。
程序保存:保存加工程序,以备后续加工运用。
-
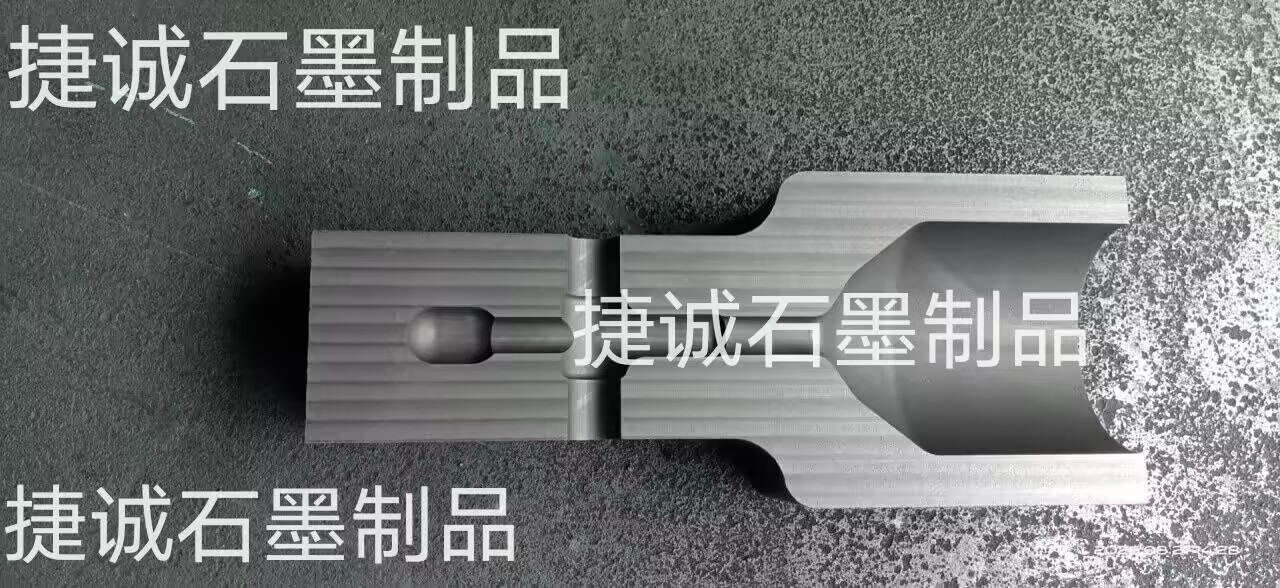
高压电缆热缩焊接模具,接地棒电缆放热焊接模具,防雷接地专用放热焊接模具 ,热熔焊接石墨模具厂家 ,防雷接地放热焊接石墨模具 ,放热焊接模具防雷接地夹具,放热焊石墨模具
-
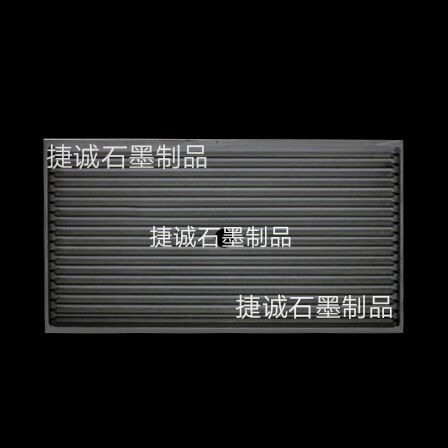
石墨模具,高纯石墨模具,烧结石墨模具,封装石墨模具,电子烧结石墨模具,石墨夹具,石墨模具加工厂,石墨模具加工,石墨治具,石墨夹具,石墨模具生产厂家,石墨模具加工厂
-
V型槽,V型石墨舟皿,金属冶炼金银铸造熔金石墨舟皿熔炉,供应烧结炉槽型石墨舟皿 ,硬质合金烧结炉石墨载具,EK2230石墨舟皿,金属冶炼用v型石墨舟皿,石墨舟皿加工,石墨模具加工
-

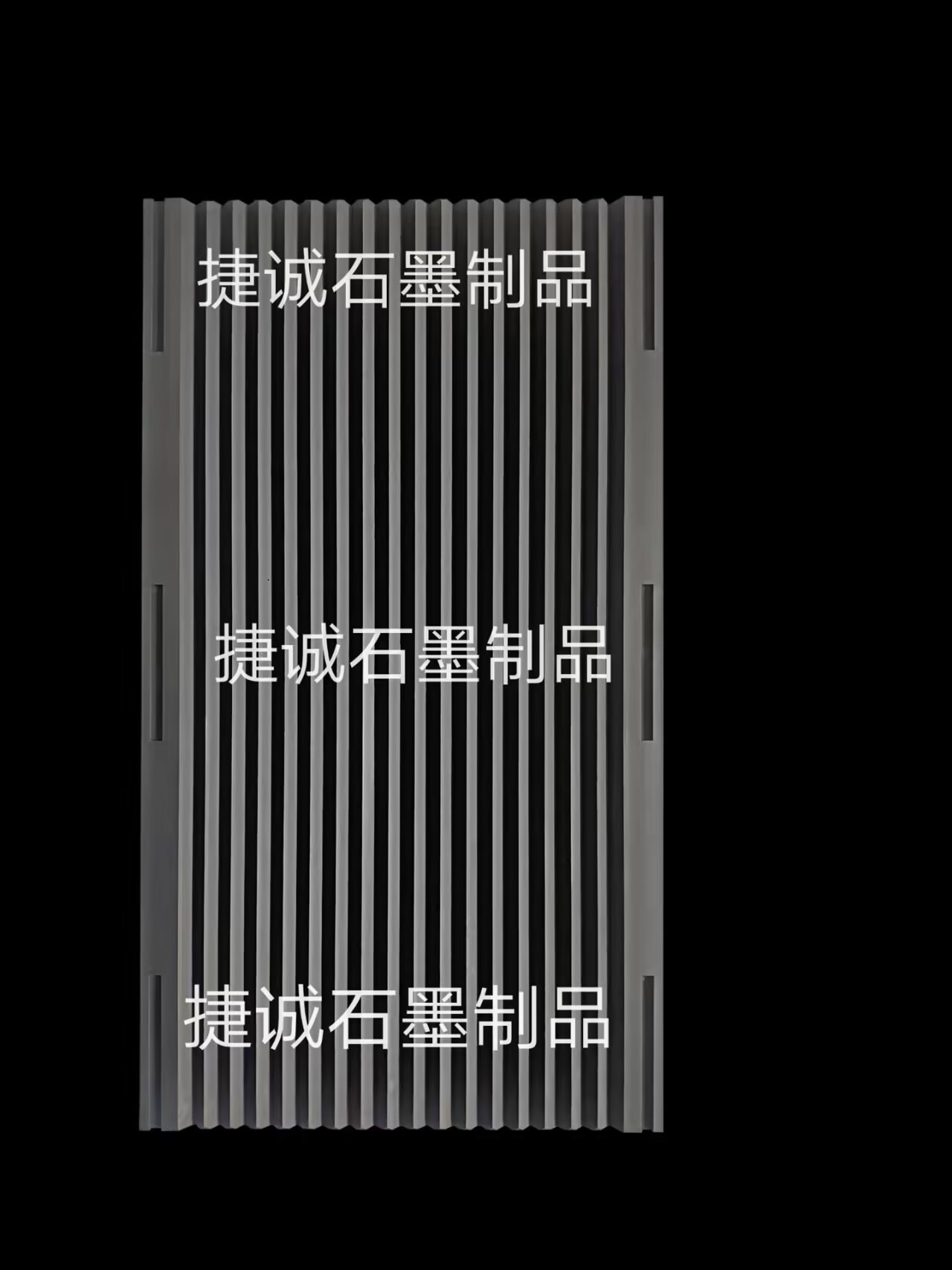
石墨模具,石墨治具,石墨模具加工,VC石墨模具,VC烧结石墨模具,散热石墨模具,石墨模具加工,VC散热石墨模具,石墨模具加工厂,高纯石墨模具,石墨模具加工厂
-
硬质合金烧结v型槽,冶炼用抗氧化石墨槽舟,罗兰石墨2160石墨舟皿,高纯度石墨方舟,高纯烧结石墨制品,硬质合金石墨舟皿加工,冶炼用抗氧化石墨槽舟,v型双向斜槽石墨舟皿,V型石墨舟皿加工
-
石墨模具,石墨治具,石墨模具加工,VC石墨模具,VC烧结石墨模具,散热石墨模具,石墨模具加工,VC散热石墨模具,石墨模具加工厂,高纯石墨模具,石墨模具加工厂