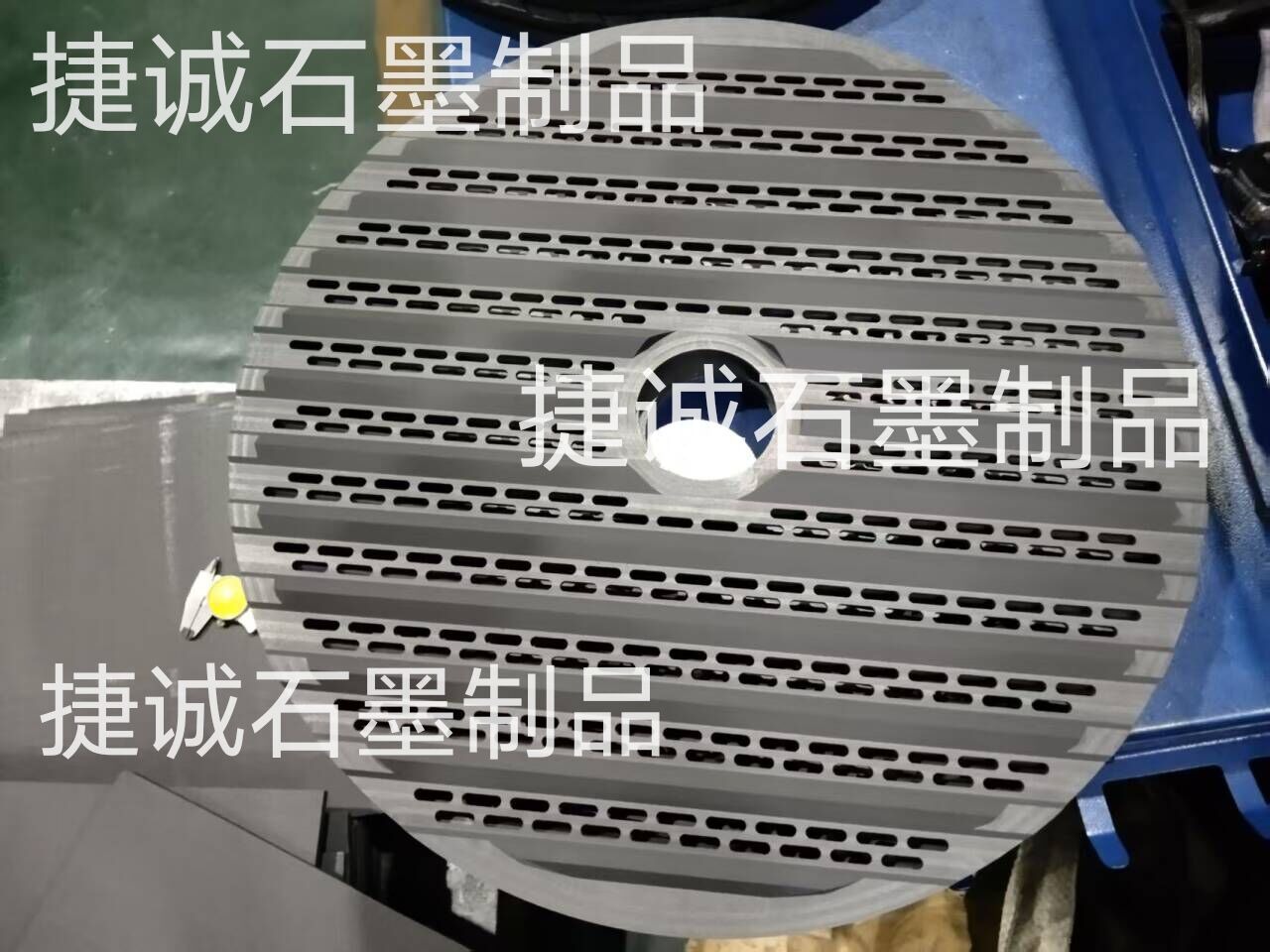
钨钢圆刀片石墨烧结盘
钨钢圆刀片石墨烧结盘的运用方法如下:
拼装模具:将石墨烧结盘的各个部件(如上下压头、石墨垫片、内套筒等)按设计要求严密拼装,保证各部件合作无空隙,防止烧结过程中漏粉或压力散布不均。
放置钨钢坯料:将待烧结的钨钢圆刀片坯料放入石墨模具型腔内,坯料需与型腔尺度匹配,防止过盈或空隙过大。若选用多层烧结(如复合材料),需在坯料间放置隔离层(如钼箔、碳纸),防止元素扩散或粘连。
增加维护层:在坯料与石墨压头接触面放置石墨纸或碳纸,其作用包括:
防止粘连:防止烧结后坯料与压头熔合,便于脱模;
改善导热:均匀传递热量,削减部分过热;
削减摩擦:下降脱模阻力,维护坯料表面质量。
装入烧结设备:将拼装好的石墨模具整体放入真空热压烧结炉或放电等离子烧结(SPS)设备中。若运用SPS,需将模具电极与设备电源连接,保证通电后产生焦耳热。
设置烧结参数:依据钨钢材料特性设定工艺参数:
温度:一般为1300-1600℃,需高于钨钢粘结相(如钴)的熔点以实现液相烧结;
压力:热压烧结压力一般为20-50MPa,SPS压力可适当下降;
时间:保温时间依据坯料厚度和密度要求调整,一般为30分钟至数小时;
气氛:在真空或惰性气体(如氩气)维护下进行,防止氧化。
发动烧结:按设定程序升温、加压,亲近监控设备温度、压力及真空度。烧结过程中需调查模具状态,防止反常变形或漏气。
冷却与脱模:
冷却:烧结完成后,随炉冷却至室温(天然冷却)或按操控速率冷却(如5℃/min),防止热应力导致开裂;
脱模:冷却后取出模具,运用石墨的润滑性当心分离压头与坯料。若粘连严重,可轻敲模具或运用专用脱模工具。
后处理:对烧结后的钨钢圆刀片进行表面处理(如研磨、抛光)和性能检测(如硬度、密度、金相组织剖析),保证符合运用要求。