


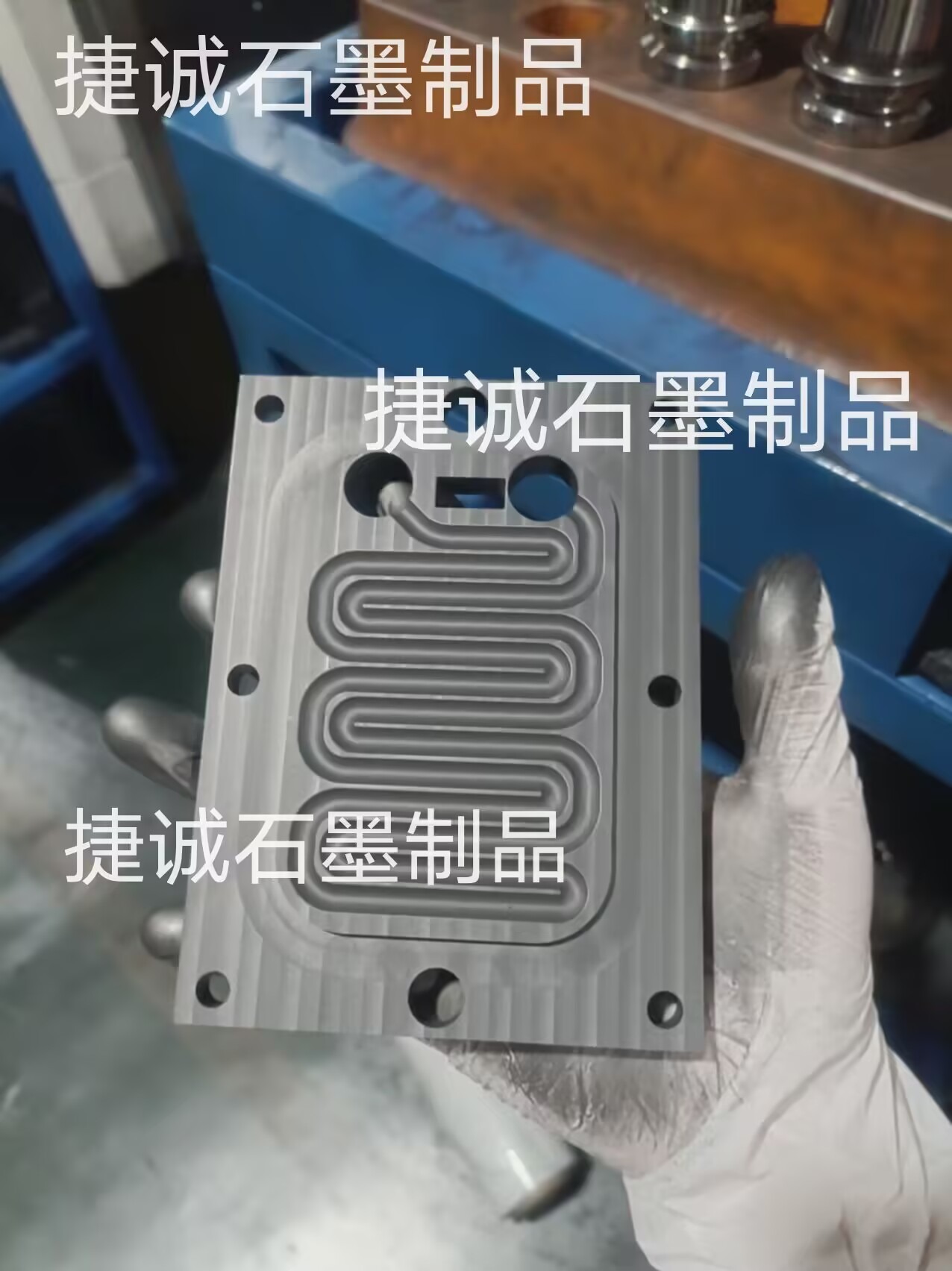
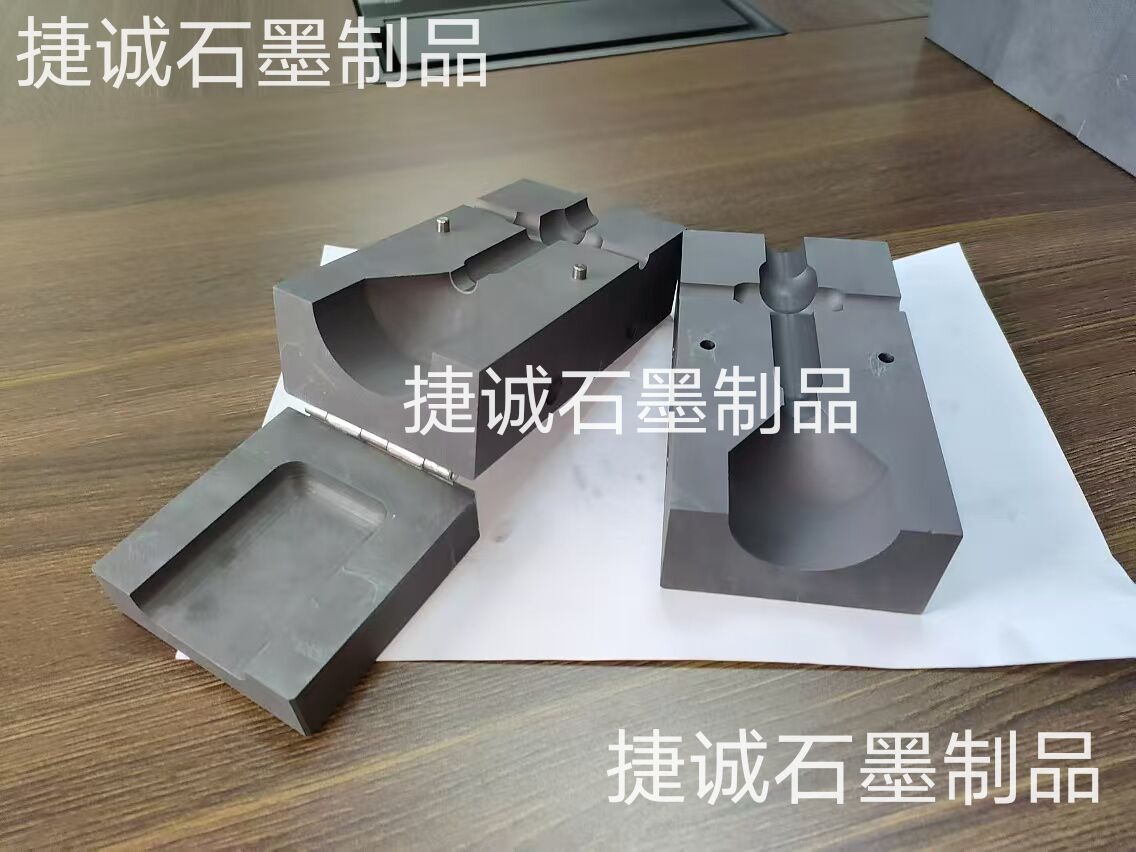
液冷板石墨模具,真空钎焊零件备件定制加工
液冷板石墨模具的功用适配性通过资料特性优化、结构规划立异、工艺参数匹配及检测办法晋级四大中心维度完毕,以下为详细完毕途径及技术要害:
一、资料特性与功用需求的适配
热物理性能匹配
高导热性:石墨热导率(150-200W/(m·K))是铜的1/3但远高于不锈钢,确保钎焊时热量快速均匀传递,减少热应力会合。
低热膨胀系数:CTE与铝合金匹配,通过热膨胀补偿规划(如预变形量0.05mm/100mm)避免钎焊后流道变形。
抗热震性:石墨在600℃冷热循环100次后强度坚持率≥90%,习惯快速冷却工艺。
化学稳定性适配
耐腐蚀涂层:表面堆积SiC或TiC涂层(厚度5-10μm),在乙二醇冷却液中腐蚀速率≤0.01mm/年,延伸模具寿数。
无金属污染:石墨不与液冷板资料(如铝合金、铜)产生冶金反应,避免杂质引进。
二、结构规划对凌乱功用的支撑
流道结构的精准成型
微通道加工:选用超精密铣削(刀具直径0.1mm,进给量0.01mm/r)完毕0.3mm微通道,表面粗糙度Ra≤0.4μm。
异形流道优化:通过拓扑优化算法生成流道截面形状,使流阻下降20%,散热功率行进15%。
多流道并行规划:支撑8-12路并行流道,间隔≥3mm以避免钎焊时钎料桥接。
排气与密封结构
透气孔布局:在流道交汇处设置Φ0.8mm透气孔,间隔15mm,通过真空负压抽气确保气体完全排出。
密封面规划:选用阶梯式密封槽(深度0.5mm,宽度1mm),协作O型圈完毕钎焊进程零走漏。
三、工艺参数与模具功用的协同
钎焊工艺窗口优化
温度-时间曲线:设定升温速率≤5℃/min,峰值温度600±5℃,保温时间25min,确保钎料充沛湿润而不烧损石墨。
气氛控制:在钎焊炉中通入高纯氮气(氧含量≤50ppm),减少石墨氧化。
冷却工艺的集成
内嵌冷却水道:在模具基体中加工螺旋式冷却水道(直径Φ8mm,间隔20mm), 冷却水流量8L/min,使模具冷却时间从30min缩短至8min。
温度梯度控制:通过分区冷却(流道进口区冷却强度行进30%)避免热应力开裂。
四、检测与反应机制的闭环
在线监测技术
红外热成像:实时监测钎焊进程中模具表面温度分布,温度均匀性≤±10℃。
压力传感器:在夹持设备中嵌入压力传感器,确保夹紧力稳定在5-6MPa。
离线检测与反应
CT扫描检测:对钎焊后的液冷板进行CT扫描,检测流道内部缺陷(如孔隙率≤1%)。
数据驱动优化:将检测数据反应至CAD模型,通过参数化调整(如流道深度补偿0.02mm)迭代优化模具规划。
五、典型使用案例
新能源轿车电池液冷板
模具支撑0.5mm流道间隔,钎焊合格率从82%行进至97%,出产功率行进40%。
5G基站散热模块
通过微通道与异形流道组合规划,散热功率密度达50W/cm2,较传统规划行进35%。
定论
液冷板石墨模具的功用适配性通过资料-结构-工艺-检测的全链条协同完毕,要害技术指标包括:
流道成型精度:±0.05mm,钎焊合格率:≥95%,模具寿数:≥5000次,散热功率行进:15%-35%。
这种适配性使石墨模具成为高精度、高可靠性液冷板制作的首选方案,尤其在新能源轿车、5G通讯等对散热要求苛刻的领域具有显着优势。
-
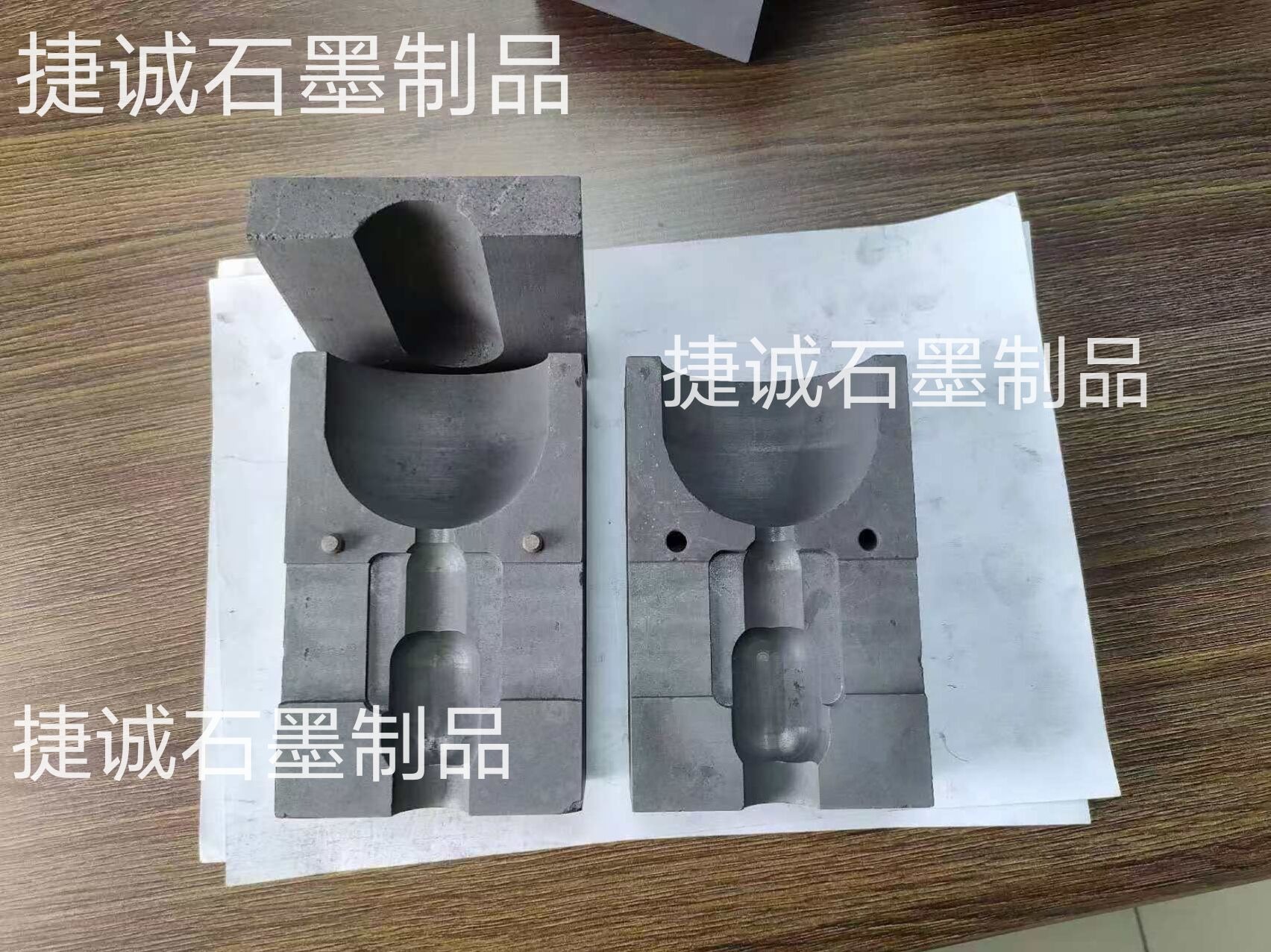
高纯石墨焊接模具,高铁轨道铝热焊接用石墨模具,电缆等径放热焊接石墨模具,防雷热熔高压夹子磨具,铜焊粉高压电缆焊接石墨模具,放热焊石墨模具,石墨模具,放热焊石墨模具生产厂家
-
高纯热熔焊接石墨模具,纯石墨焊接烧制防腐蚀石墨烧结模具,综合接地网热熔焊接工具 ,铝热石墨放热焊接模具,BEILIU碳素高纯度放热焊接模具,放热焊接模具防雷接地夹具,接地配件
-
防雷接地纯石墨模具,防雷接地热熔焊接模夹具,接地棒电缆放热焊接模具,缓释型离子接地装置专用焊粉,高纯石墨焊粉焊药模具 ,石墨模具热熔焊粉模具厂家,防雷接地专用放热焊接模具
-
防雷放热焊接石墨模具,防雷接地专用放热焊接模具 ,模具润滑高纯度放热焊接石墨模具 ,BEILIU碳素高纯度放热焊接模具,高压电缆熔融接头专用石墨热熔焊接模具,防雷放热焊接石墨模具生产厂家
-
防雷接地纯石墨模具,石墨模具热熔焊粉模具厂家,防雷接地热熔焊接模夹具,接地棒电缆放热焊接模具,缓释型离子接地装置专用焊粉,高纯石墨焊粉焊药模具 ,防雷接地专用放热焊接模具