


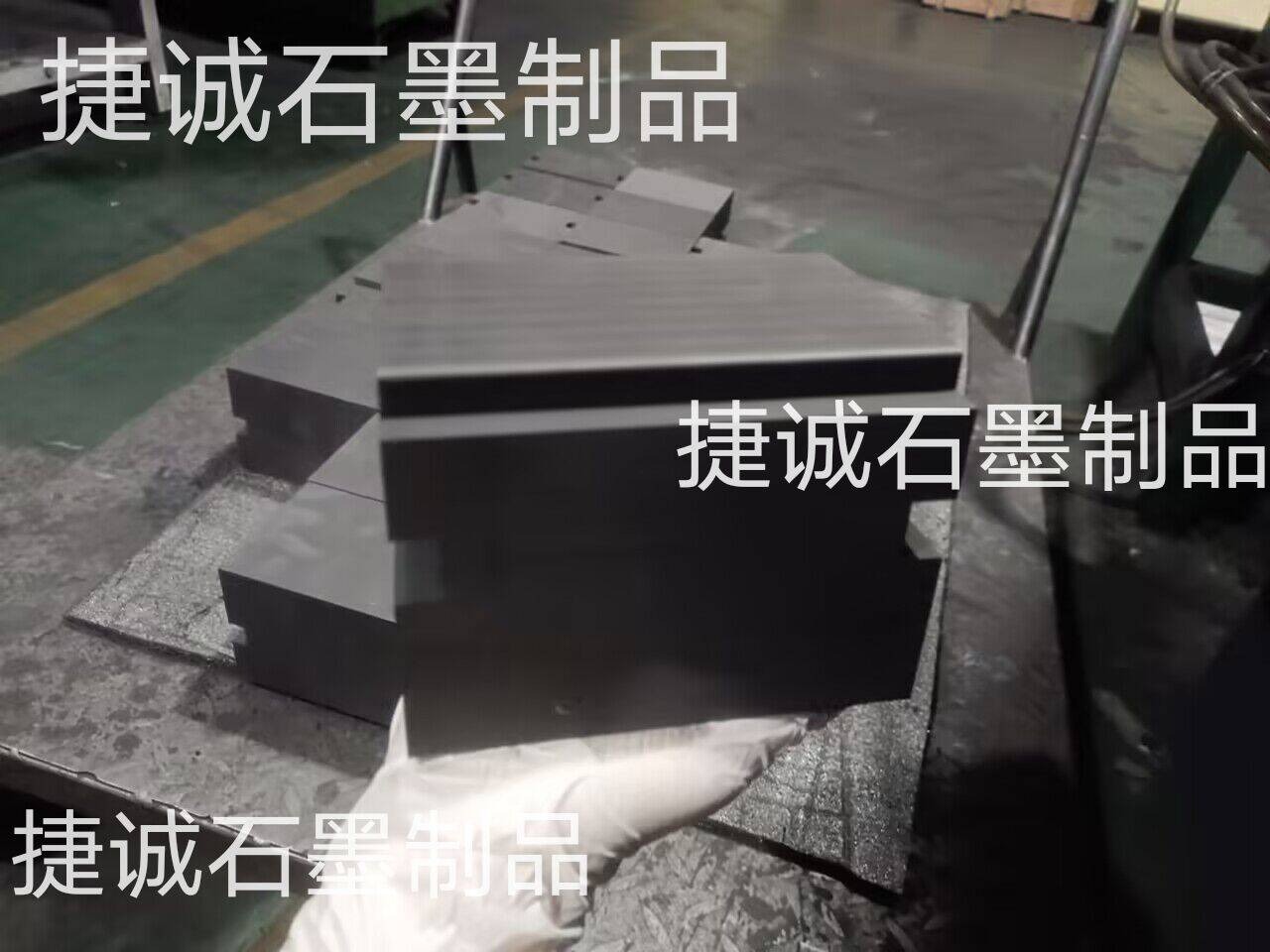
铜铝带软连接焊机石墨电极,铜排软连接石墨块,软连接石墨块,石墨块,铜铝带软连接焊机石墨电极加工,软连接石墨块加工,抗氧化石墨块,软连接石墨块生产厂家
铜铝带软联接焊机中石墨电极的运用需遵从严厉的操作规范,包含设备前预备、设备联接、焊接操作及后续保护四大环节,具体说明如下:
一、设备前预备
查看电极情况
供认石墨电极无损坏、裂纹或受潮。若电极受潮,需在不跨越100℃的环境下枯燥至少48小时,防止高温导致电极功用劣化。
查看电极孔内螺纹是否无缺,螺纹不无缺或存在危害时需联络供货商处理,防止联接松动或坠落。
清洁电极外表
运用不含油和水的压缩空气拾掇电极外表及孔内螺纹,防止用钢丝团或金属刷砂布拾掇,防止划伤电极外表或损坏螺纹。
拾掇时需掩盖电极两端面及接头显露部分,保证无尘土、杂物残留。
挑选专用工具
吊运电极时有必要运用专用吊具(如石墨质料吊具),防止用铁钩或其他硬质资料直接钩挂电极孔或接头,防止螺纹危害。
吊运进程中需轻拿轻放,防止电极歪斜滑落或与其他固定设备磕碰。
二、设备联接
设备接头
将接头当心旋入电极一端的孔内,旋转时需坚持平稳,防止磕碰螺纹。
接头长度需依据电极规范挑选规范形或加长规范形,保证联接稳定性。
吊运电极
将吊具拧入电极另一端的孔内,起吊时在电极装接头一端的下方垫松软物(如橡胶垫),防止地面碰损接头。
吊运进程中需坚持电极平稳,防止剧烈晃动或歪斜。
对准联接
将备用电极吊至待接电极上方,对准电极孔后缓慢落下。
当两电极端面相距10-20mm时,再次用压缩空气拾掇端面和接头显露部分,防止杂质影响联接质量。
旋转备用电极使螺旋吊钩与电极一起翻滚下降,直至两电极端面紧密接触,联接空隙需小于0.05mm。
锁紧电极
运用力矩扳手按规则的扭矩值锁紧电极,防止用力过大或过小导致联接松动或螺纹损坏。
锁紧后查看电极联接处是否存在缝隙,若存在缝隙需查明原因并消除后运用。
三、焊接操作
参数设置
依据铜铝带质料及厚度调整焊接压力、温度等参数。例如,铜铝软联接涣散焊机温度需控制在500℃-1100℃,保证兼容铜和铝的涣散焊接。
设备需具有参数上下限设定功用,超限后自动停机报警,防止参数异常导致焊接质量下降。
焊接进程
焊接时需坚持电极垂直,防止歪斜操作导致电流分布不均或电极折断。
调查焊接区域,保证铜铝带熔合均匀,无虚焊、裂纹等缺陷。
数据收集与追溯
运用具有数据收集功用的设备,将焊接进程数据(如温度、压力、时间等)同步传输至工厂MES体系,实现质量追溯。
四、后续保护
电极存放
暂时不用的电极需保存包装物,防止尘土、杂物落到接头螺纹或电极端面。
电极应存放在木方、铁架或洁净的水泥地面上,堆积高度不跨越2米,防止滑垛。
守时查看
守时查看电极联接处是否松动,若发现松动需及时从头锁紧。
查看电极外表是否有裂纹、氧化等缺陷,若缺陷影响运用需替换电极。
防止混用
不同厂家出产的电极和接头理化功用存在差异,一般不要混用,防止联接不稳定或焊接质量下降。
想要了解更多铜铝带软连接焊机石墨电极的内容,可联系从事铜铝带软连接焊机石墨电极多年,产品经验丰富的滑小姐:13500098659。
-
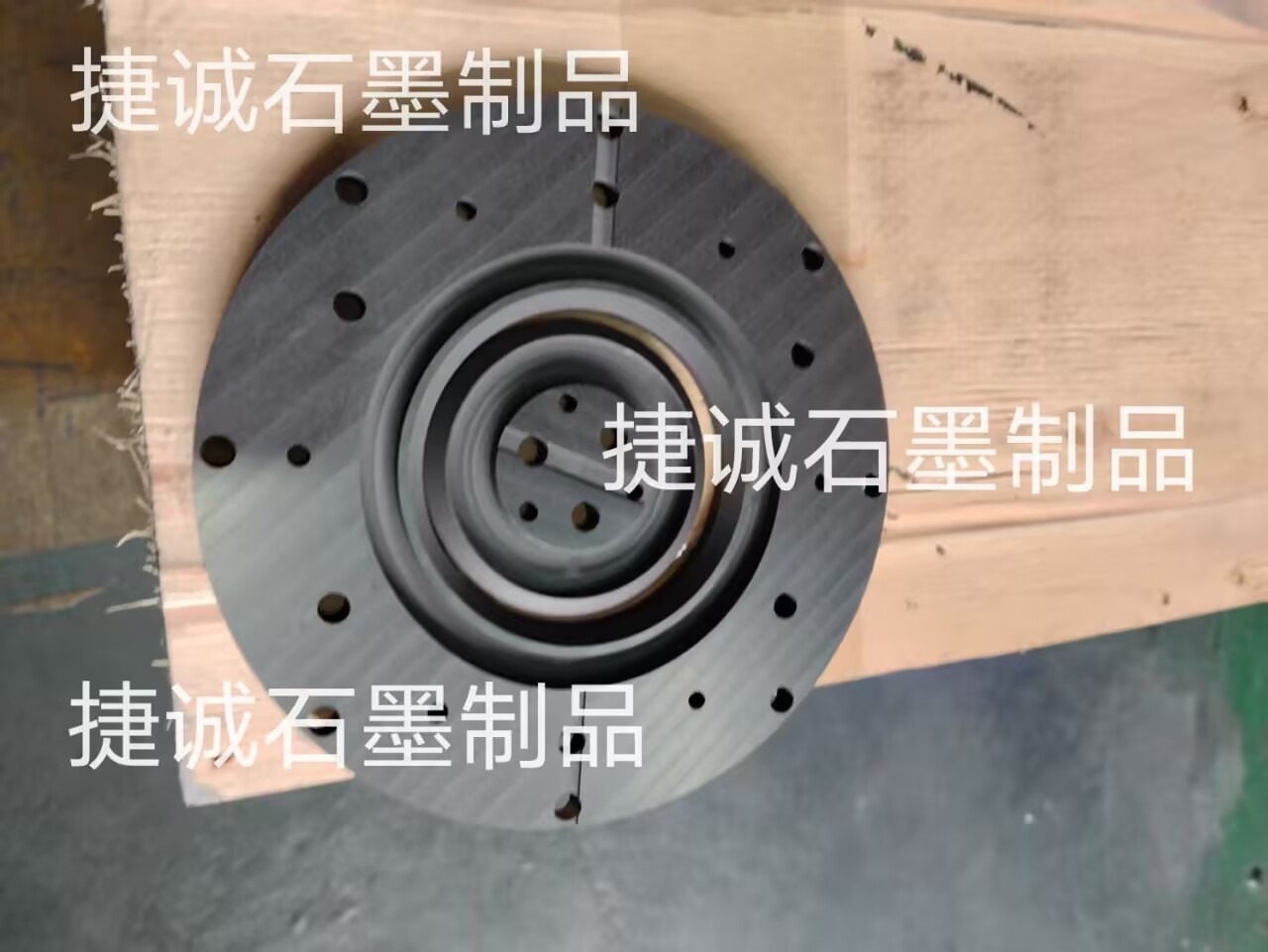
高纯石墨制品,石墨件,精密石墨件,石墨制品,石墨制品加工,石墨件加工,高纯石墨制品加工,精密石墨件加工,石墨制品加工厂,精密石墨件生产厂家,高纯石墨制品生产厂家
-

石墨制品,高纯石墨制品,石墨制品加工,石墨件,精密石墨件,石墨件加工,高纯石墨制品加工,精密石墨件加工,石墨制品加工厂,精密石墨件生产厂家,高纯石墨制品生产厂家
-

石墨制品,高纯石墨制品,石墨件,精密石墨件,石墨制品加工,石墨件加工,高纯石墨制品加工,精密石墨件加工,石墨制品加工厂,精密石墨件生产厂家,高纯石墨制品生产厂家
-
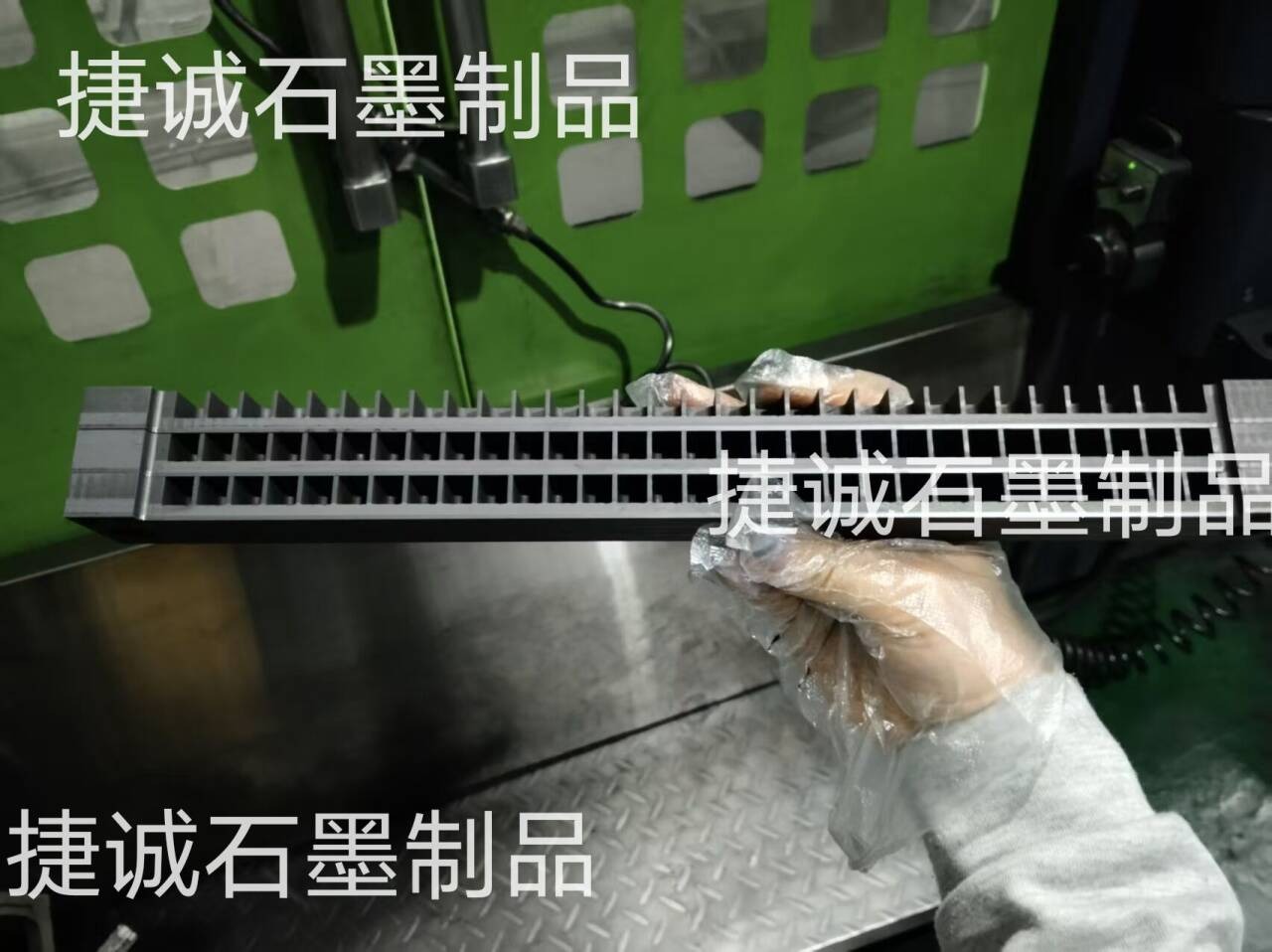
退火条,石墨退火条,石墨制品,高纯石墨退火条,高纯石墨制品,石墨件,精密石墨件,高精密石墨件,石墨制品加工,退火条加工,退火条加工厂,石墨制品生产厂家
-
铜铝带软连接焊机石墨电极,软连接石墨块,石墨块,铜排软连接石墨块,铜铝带软连接焊机石墨电极加工,软连接石墨块加工,抗氧化石墨块,软连接石墨块生产厂家