


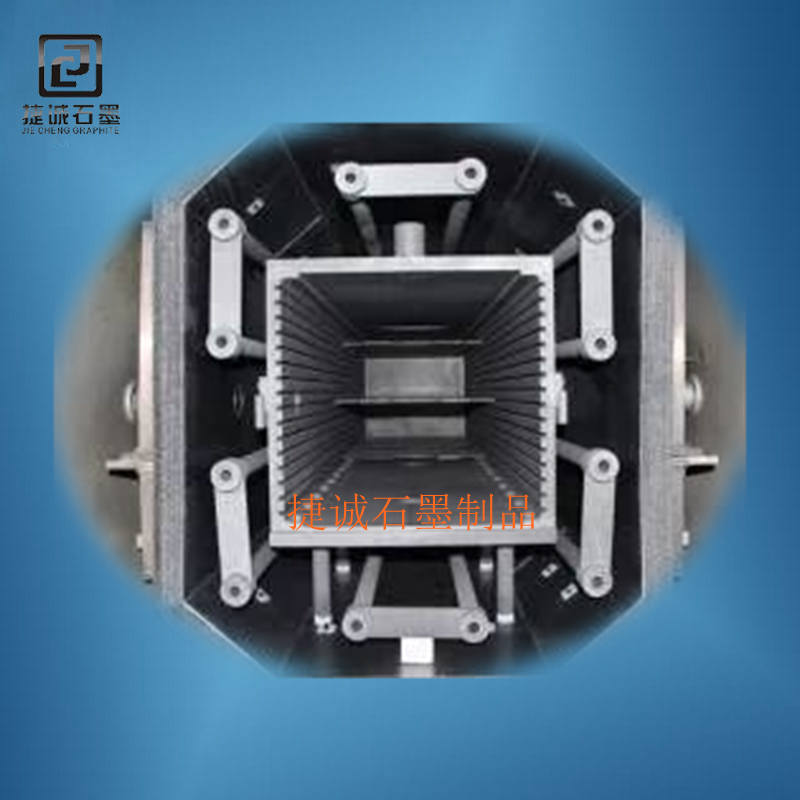
真空炉石墨件,真空炉石墨配件,真空炉石墨件加工,真空炉石墨连接片,真空炉石墨风管,真空炉石墨发热元件,真空炉石墨连接片加工,真空炉石墨配件生产厂家,真空炉石墨件加工厂
真空炉石墨件的调试参数
真空炉石墨件的调试参数首要包含电气控制、真空度、温度控制、水冷系统、气动气源、安全保护及机械动作等方面的设置,以下为具体介绍:
电气控制系统调试:石墨棒作为真空炉加热元件,其电压调整余量需满意特定要求。新棒运用时应保证在较低电压下即可抵达窑炉设计功率,跟着运用时间延伸,棒体阻值增大,需逐步提高电压以坚持功率输出。后期电压上限通常以220V或380V为基准,建议选用可控硅调压或调压器调压办法,防止运用改动周波数的调功器。
真空度调试:调试过程中需要点注重冷态真空度、极限真空度和作业真空度三项方针。冷态真空度压升率应靠近0.5Pa/h,作业真空度在1000℃空炉状态下不低于2.7Pa。当冷却室真空度为1.33Pa时,需在2.5秒内完结0.06MPa氮气充入,一起保证加热室真空度不低于670Pa。
温度控制调试:选用热电偶数显温控仪与可控硅调压器组合实现温度闭环控制。系统支撑程序控制(控温精度±1℃)和手动控制两种方式,装备PID自整定功用。室温至2000℃范围内选用双铂铑热电偶测温,测温元件置于钽管中提升稳定性,热电偶替换无需停炉放气。
水冷系统调试:进水压力需坚持在0.1-0.15MPa,水温控制在15-30℃范围内,优先选用循环防锈水系统。各冷却回路设置手动阀门调度流量,进水管装备电接点压力表,当水压低于设定值时触发声光报警并自动堵截加热电源。
气动气源调试:气动系统需供应不低于0.5MPa的作业压力,举荐运用工业氮气。若选用压缩空气作为气源,有必要装备油雾器、减压器和分水滤气器组成的"三大件"预处理装置。
安全保护调试:系统需集成水欠压、过流、超温三重联锁保护机制,悉数报警信号均选用声光两层提示。炉体、控制箱及表面电缆的接地电阻须≤4Ω,真空系统各法兰衔接处需均匀涂改真空油脂保证密封性。
机械动作调试:真空隔抢手启闭行程时间≤8秒,工件车行进/后退至加热室行程时间12-15秒,升降行程时间≤3秒。装载200Kg工件进行联动实验时,总行程时间须≤25秒,各运动部件需坚持谐和平稳。气冷电扇转速应稳定在1400r/min,翻滚过程中无失常振动或噪音。
-

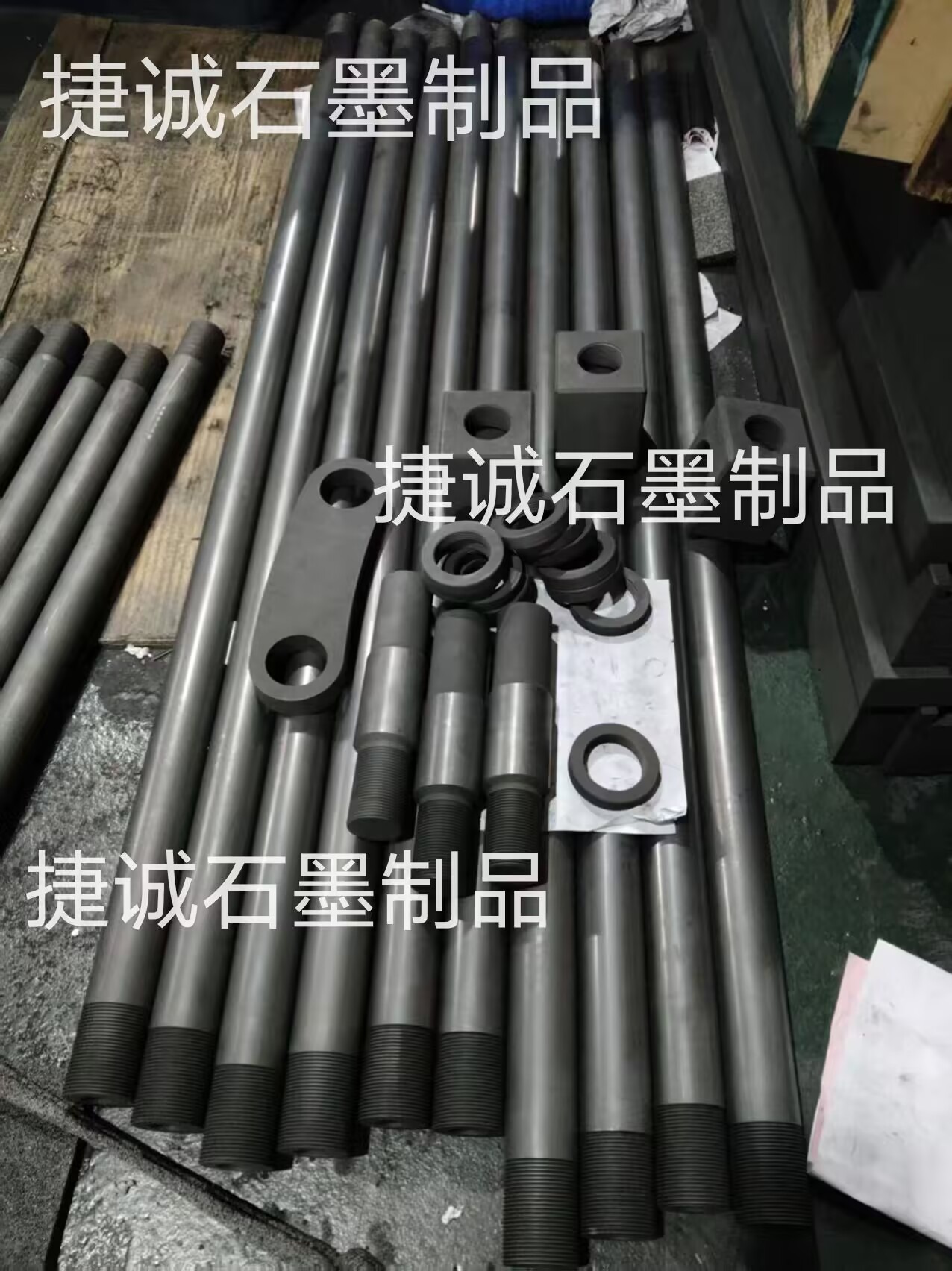
真空炉石墨风管,真空炉石墨件,真空炉石墨配件,真空炉石墨件加工,真空炉石墨发热元件,真空炉石墨连接片,真空炉石墨风管,真空炉石墨连接片加工,真空炉石墨配件生产厂家,真空炉石墨件加工厂
-

真空炉石墨连接片,真空炉石墨配件,真空炉石墨件,真空炉石墨发热元件,真空炉石墨配件加工,真空炉石墨件加工,真空炉石墨件石墨连接片,真空炉石墨件加工厂,真空炉石墨件生产厂家
-
真空炉石墨连接片,真空炉石墨发热元件,真空炉石墨配件,真空炉石墨件,真空炉石墨配件加工,真空炉石墨件加工,真空炉石墨件石墨连接片,真空炉石墨件加工厂,真空炉石墨件生产厂家
-

真空炉石墨立柱,真空炉石墨配件,真空炉石墨件加工,真空炉石墨连接片,真空炉石墨风管,真空炉石墨连接片加工,真空炉石墨件,真空炉石墨发热元件,真空炉石墨配件生产厂家,真空炉石墨件加工厂
-

真空炉石墨立柱,真空炉石墨件,真空炉石墨发热元件,真空炉石墨配件,真空炉石墨件加工,真空炉石墨连接片,真空炉石墨风管,真空炉石墨连接片加工,真空炉石墨配件生产厂家,真空炉石墨件加工厂