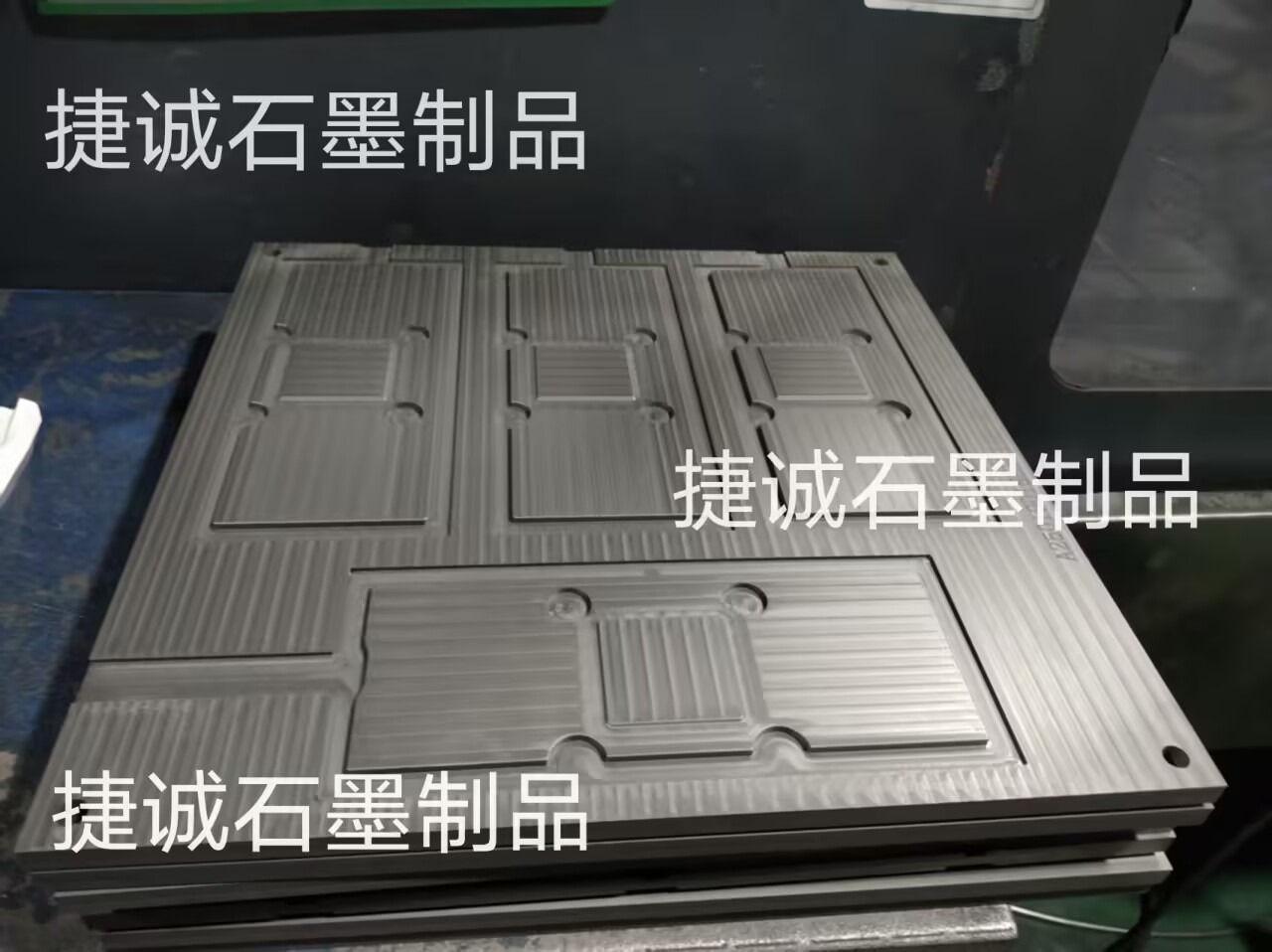
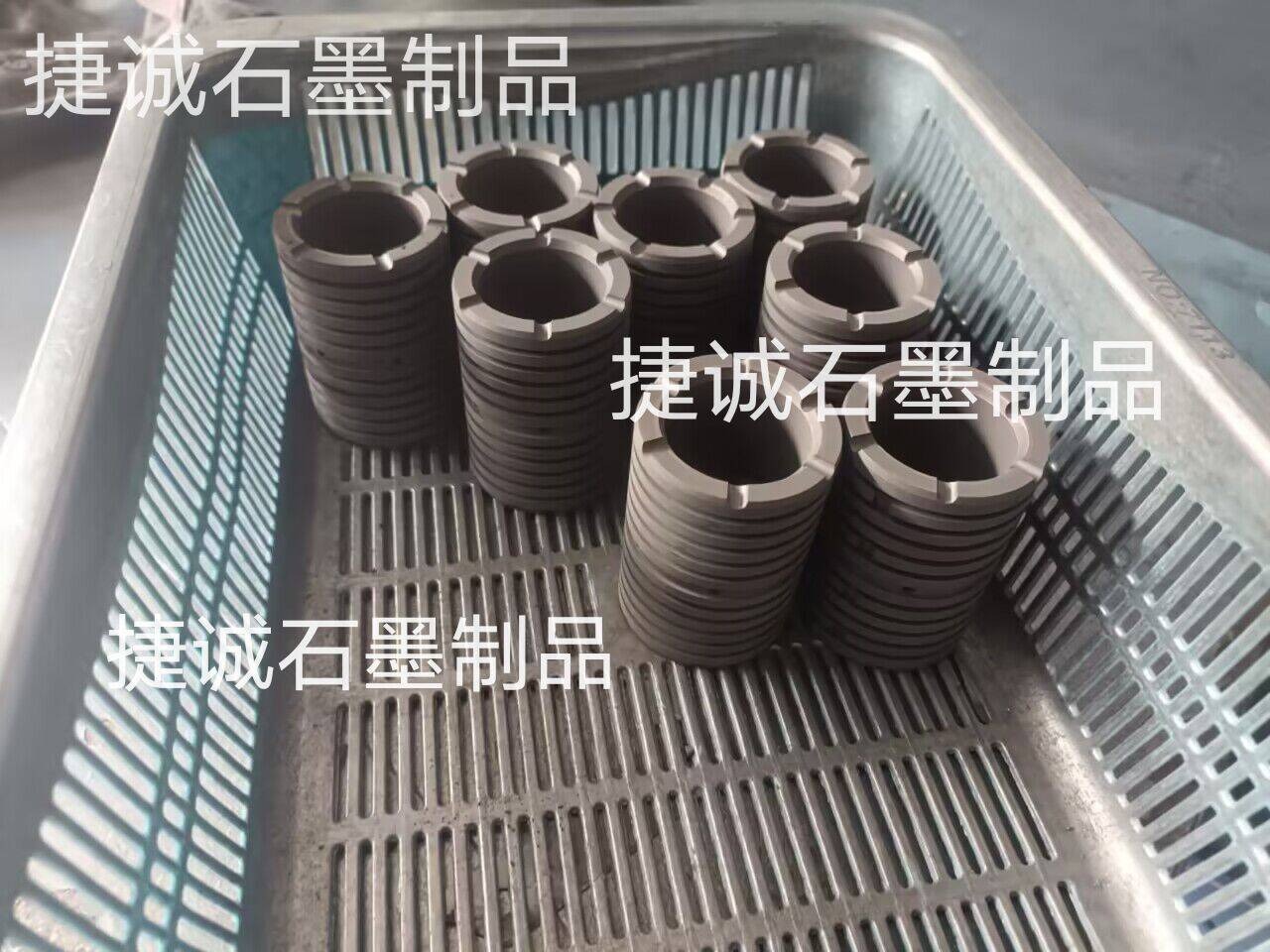
VC扩散焊接石墨冶具
VC扩散焊接石墨冶具,均温板石墨冶具

推板炉石墨支架,热导管石墨盘,石墨烧结模具
均熱板(Vapor Chamber)介紹
均熱板(Vapor Chamber)基本原理及運用
均熱板是一個內壁具微結構的真空腔體,當熱由熱源傳導至蒸發區時,腔體裡面
的工質會在低真空度的環境中,便會開始產 生液相氣化的現象,此時工質吸收
熱能並且體積迅速膨脹,氣相的工質會很快充滿整個腔體,當氣相工質接觸到一
個比較冷 的區域時便會產生凝結的現象,藉由凝結的現象釋放出在蒸發時累積
的熱,凝結後的液相工質會藉由微結構的毛細現象再回 到蒸發熱源處,此運作
將在腔體內週而復始進行,這就是均熱板的運作方式。又由於工質在蒸發時微結
構可以產生毛細力, 所以均熱板的運作可不受重力的影響。
均熱板與熱管的原理與理論架構是相同的,只有熱傳導的方式不相同,熱管的熱
傳導方式是一維的,是線的熱傳導方式,而 均熱板的熱傳導方式是二維的,是
面的熱傳導方式。
腔體材質
C1100 韌煉銅
工質
水(已純化及除氣)
微結構
以擴散接合的方式將單層或多層銅網彼此連接起來, 並與腔體緊密的接
合所形成,其效果與銅粉燒結的相同。
接合後銅網微結構特色:
1. 孔徑約在50μm 至100μm
2. 可製作上下層孔徑大小不同的微結構,將可提供昇微 結構效能。
3. 可製作在同一平面上有多個不同孔徑區域的微結構
4. 運用特色
可在蒸發區及凝結區製作不同的微結構以符合產品的需 求,本公司於蒸
發區中有二種基本組合,而於凝結區中 有九種基本組合,彼此可依需要
搭配使用。
形狀及大小
最大可達400mm x 400mm,沒有形狀限制。
厚度
3.5mm 至4.2mm,最薄可至3mm
支撐及耐壓度
內部有連結上下蓋接合的銅柱,耐壓高達3.0kg/ cm2
(約130C 環境的內部壓力)
穿孔
均熱板可做穿孔設計。
平整度
依不同腔體壁厚及銅柱設計,在熱源接觸面可以達到50μm 其他部份可達
100μm,銅片的厚度及銅柱的數量將會影響均 熱板的效能及平整度
後加工製程
可於均熱板測試完成後再焊接鰭片,不會影響均熱板性能, 產品品質更
有保障,加工更具彈性。
本公司均熱板製作技術以產品效能及品質要求為基礎,配合量產可行性及成本考
量,開發完成的量產技術,
具有以下技術特點。
組合式銅網微結構
可依蒸發區及凝結區特性於均熱板中組合生產不同孔徑的銅網微結構。在同一層
的微結構中可產生上下層不同孔徑的 微結構,此為燒結微結構難以達成之技術。
擴散結合
高階擴散結合技術,無須任何焊料即可完成二金屬相互接合,接合後兩片
金屬將合而為一,本公司運用此技術來完成 均熱板四周、微結構間及銅
柱的結合,結合後洩漏率低於9 x 10-10 mbarl/sec ,拉力可達 3kgs/cm2,
完全符合均熱板產 品需求,且無任何環保問題。
真空除氣注水
可控制均熱板內部潔淨度及真空度,確保產品性能ㄧ致性及品質穩定。
真空高頻高週波焊接
運用於充填微管焊接,高週波加熱具有加熱時間短、溫度範圍集中的特
性,可有效且迅速完成充填管的硬焊(Brazing),且於真空環境下進行,可
防止焊接時腔體內部的氧化。
測漏
確保產品氣密,均經過二種測漏 (1)正壓測漏 (2)負壓測漏(氦氣測漏)。
彈性可靠之產品設計
可依效能及成本需求設計各種