


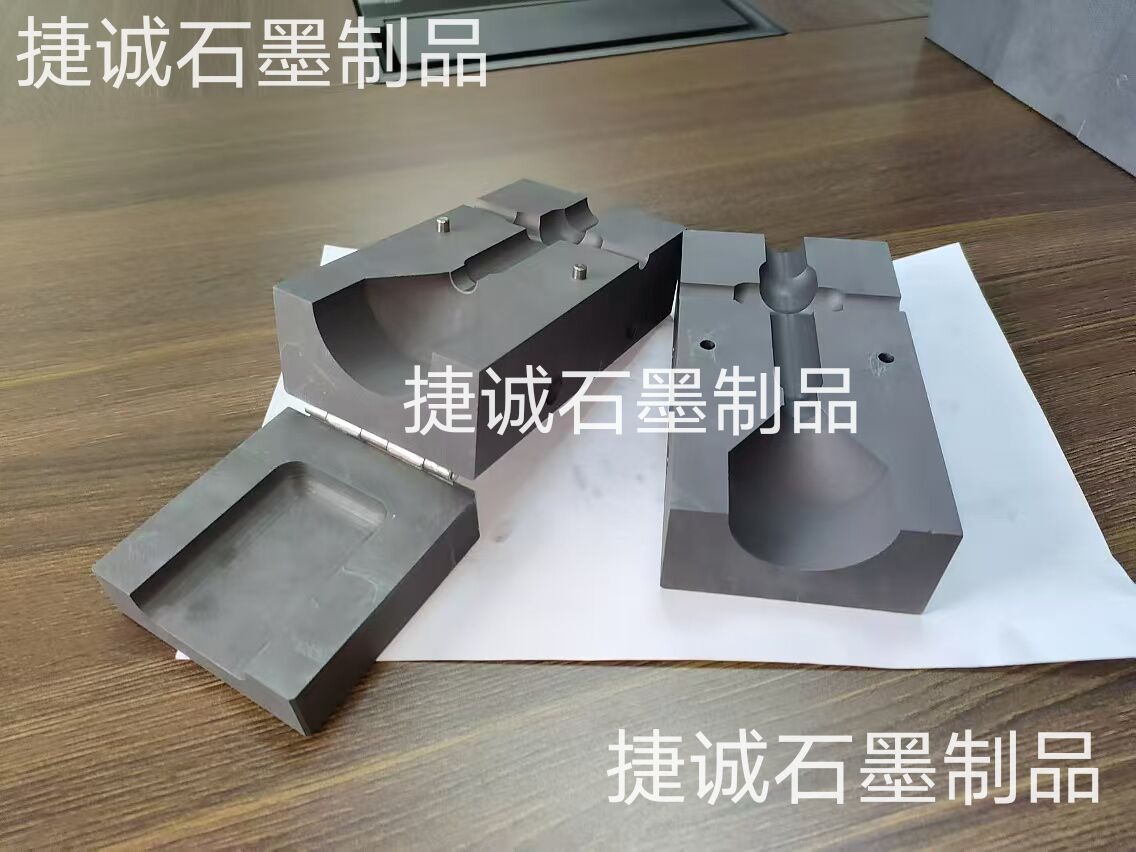
防雷焊接石墨模具,热熔焊接石墨工具,高压电缆热熔焊接模具,铝热焊专用模具夹焊粉,防雷放热焊接石墨模具,铜焊粉高压电缆焊接石墨模具,高精密放热焊接石墨模具,放热焊接石墨模具生产厂家
防雷焊接石墨模具的预热温度通常主张在100℃至200℃之间,但详细预热温度还需根据石墨模具的资料特性、焊接资料的种类和厚度以及焊接工艺的详细要求来确认。
预热的首要目的是前进焊接效果和减少热应力。合适的预热温度能够使石墨模具在焊接时更好地习惯高温环境,减少因温度改动而产生的热应力,然后前进焊接接头的质量和强度。一起,预热还能够改善焊接资料的流动性,有助于焊接接头的成型。
在实际操作中,能够经过运用喷灯、瓦斯喷灯或其他加热设备对石墨模具进行预热。预热时应确保模具受热均匀,防止部分过热导致模具损坏或变形。预热完成后,应尽快进行焊接操作,以防止模具长时间处于高温状况而影响其运用寿数。
需求留心的是,预热温度过高或过低都可能对焊接质量和模具运用寿数产生不良影响。因此,在设定预热温度时,应根据详细状况进行概括考虑和试验验证,以确保挑选最佳的预热温度。
综上所述,防雷焊接石墨模具的预热温度应在100℃至200℃之间,但详细温度还需根据实际状况进行调整和优化。
-
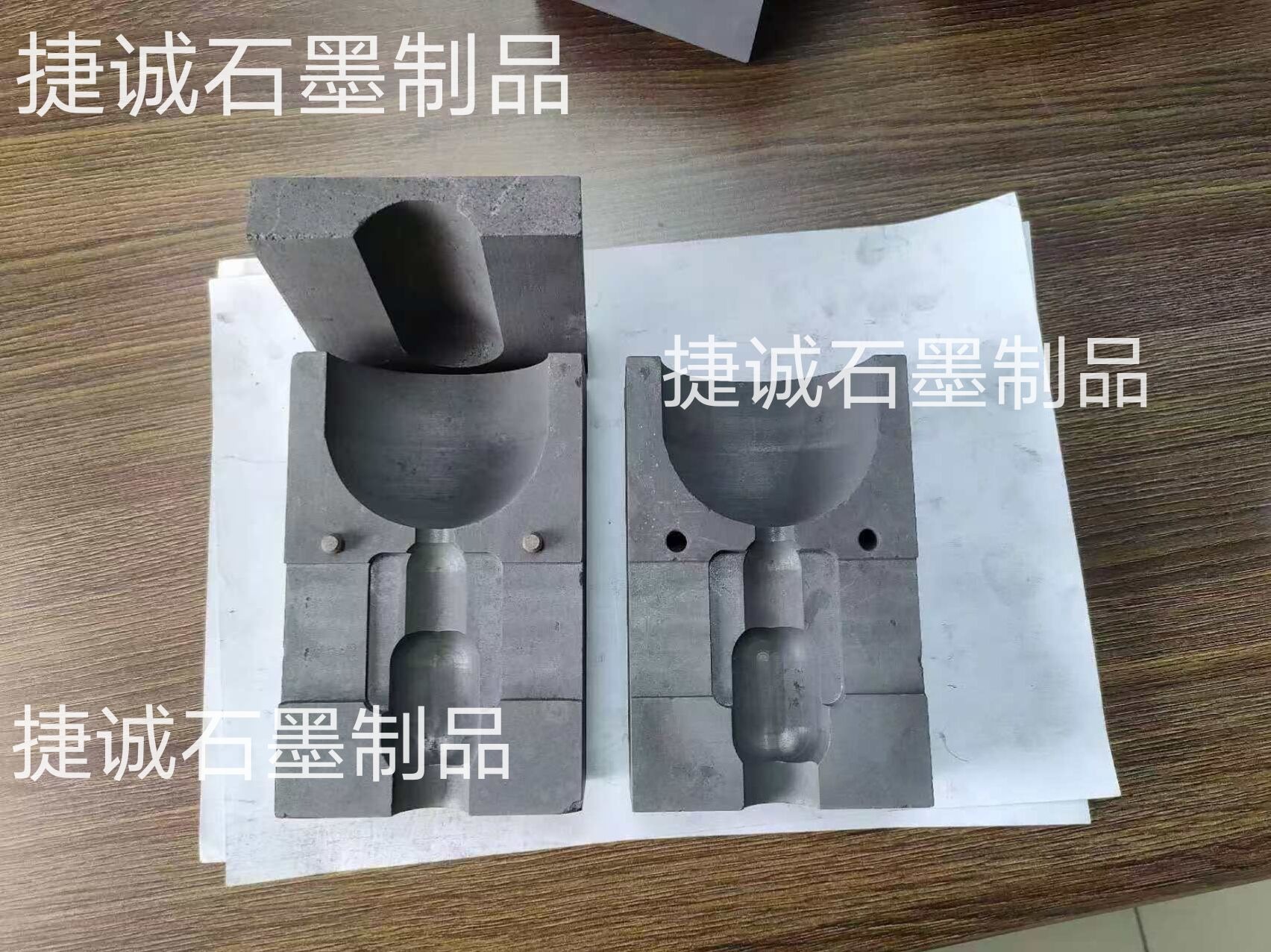
防雷焊接石墨模具,热熔焊接石墨工具,防雷放热焊接石墨模具,铝热焊专用模具夹焊粉,高压电缆热熔焊接模具,铜焊粉高压电缆焊接石墨模具,高精密放热焊接石墨模具,放热焊接石墨模具生产厂家
-
防雷焊接石墨模具,高压电缆热熔焊接模具,热熔焊接石墨工具,铝热焊专用模具夹焊粉,防雷放热焊接石墨模具,铜焊粉高压电缆焊接石墨模具,高精密放热焊接石墨模具,放热焊接石墨模具生产厂家
-
接地体放热焊接石墨模具,j8焊接放热模具,铜包绞线钢铝热熔防雷石墨火泥电力铁路模具,防雷接地专用放热焊接模具 ,地铁交通轨道综合接地网防雷模具,防雷放热焊接石墨模具生产厂家
-
接地体放热焊接石墨模具,防雷接地专用放热焊接模具 ,放热焊接加强型模具夹,j8焊接放热模具,石墨焊接底座,铜包绞线钢铝热熔防雷石墨火泥电力铁路模具,地铁交通轨道综合接地网防雷模具
-
放热焊石墨模具,EP放热焊接模具,放热焊石墨模具加工,石墨放热焊接模具夹子,纯石墨焊接烧制防腐蚀石墨烧结模具,石墨材质放热焊接模具,防雷接地焊接石墨夹具,放热焊石墨模具生产厂家